PLC / プログラマブルコントローラ
商品ラインナップ
-
KV-7000 シリーズ
高速・大容量のコンセプトをリードしてきたPLC
超高速命令実行と応答性を両立する圧倒的スピード
PLC専用に最適化した最高性能エンジン「KV VELOCE X3」で従来比10倍の基本命令実行0.96nsを実現。さらに新バスシステム「超高速CPUインナーバス」、新ユニット「X-Unit・S-Unit」で圧倒的な高速性・応答性を両立します。
![新バスシステム 超高速CPUインナーバス KV-7000シリーズ専用ユニット S-Unit X-Unit 新開発ASIC KV VELOCE X3 基本命令実行0.96ns[クラス最速] I/O制御応答 6μs[従来比170倍] アナログ制御応答10μs[従来比20倍]](/Images/series_kv-7000_features_01-01_2127699.jpg)
大容量CPUメモリを用途に合わせて自由に活用できる
プログラムやコメント容量として限定されていたメモリを、用途に合わせて自由に使える大容量64MBのCPUメモリへと進化。段取り替えやデータロギングなど、さまざまなアプリケーションを実現できます。
![大容量CPUメモリ 64MB[クラス最高] SDカードレスロギング 最大8言語デバイスコメント ファイルレジスタ512kワード](/Images/series_kv-7000_features_02-01_2127700.jpg)



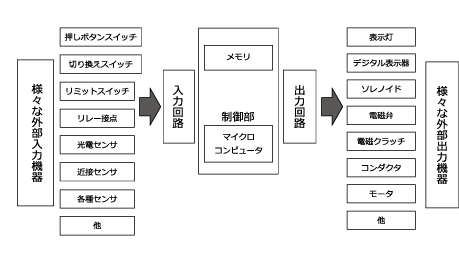
PLCとは、マイクロコンピュータ(CPU:中央演算装置)とメモリ(記憶素子)を内部に持っています。
操作盤や装置に設けられたさまざまな外部入力機器(押しボタンスイッチ、リミットスイッチ)によって動作し、表示灯やソレノイドなどの外部出力機器を自由に制御することができる便利な機器です。
プログラムは、専用のラダープログラム作成ソフトをインストールしたパソコンから、PLCのメモリに書き込みます。
PLCの構造