

なぜ極板の厚み測定が重要なのか
溶接検査の各手法を、検出対象・精度・速度・コスト・自動化適性で横断的に比較します。
電池容量の均一化
正極・負極の活物質塗布量が極板の厚みに直結します。厚みが不均一だと、セルごとの容量にばらつきが生じ、モジュール全体の性能が最も弱いセルに制約されます。極板の厚みを全数インライン測定することで、塗工工程の安定性を即座に把握できます。
安全性の確保
活物質の塗布厚が局所的に過大になると、充放電時にリチウムの析出が起こりやすくなり、内部短絡の原因となります。極板の厚み管理は、EV向けバッテリーで特に要求が厳しく、μm単位の品質保証が求められています。
歩留まり向上・コスト削減
オフラインでのサンプル抜き取り測定では、不良発生の検知が遅れ、大量の廃棄ロスが生まれます。インラインで極板の厚みをリアルタイム測定すれば、異常発生時に即フィードバックでき、材料ロスを最小化できます。
電池電極の製造工程と厚み測定ポイント
極板の厚み測定は、製造プロセスの複数工程で実施されます。各工程で測定すべき対象と、求められる精度・速度が異なります。
混錬・調合
活物質・バインダー
導電助剤を混合
塗工
(コーティング)
集電体(箔)上に
スラリーを塗布
圧延
(プレス)
ロールプレスで
目標密度に圧縮
スリット・巻取
所望幅に裁断し
電極ロールとして巻取
極板の厚み測定方式を比較する
極板の厚み測定には複数の方式が存在します。測定精度・速度・コスト・メンテナンス性を総合的に比較し、最適な方式を選定します。
| 比較項目 | レーザ変位計 (非接触光学式) |
接触式 マイクロメータ等 |
β線式 放射線式 |
|---|---|---|---|
| インライン対応 | ◎ 対応 | △ 困難(サンプル抜取) | ◎ 対応 |
| 極板への影響 | ◎ 非接触 | △ 接触傷のリスク | ◎ 非接触 |
| 法規制・安全管理 | ◎ 不要 | ◎ 不要 | △ 放射線管理が必要 |
| メンテナンス | ◎ ほぼ不要 | ○ 定期校正 | △ 線源交換が必要 |
| 初期コスト | ○ 中〜 | ◎ 安価 | △ 高価 |
方式選定のまとめ
接触式は高精度ですがインラインには不向きで、プレス後の極板に傷をつけるリスクがあります。β線式はインライン測定の実績がありますが、放射線源の管理コスト・法規制対応が負担になります。レーザ変位計は非接触・高速・高精度を兼ね備え、法規制も不要なため、新規ライン構築やリプレイスで最も選ばれている方式です。
極板の厚み測定に最適な製品
キーエンスでは、極板の厚み測定に対応する製品をご用意しています。測定対象や工程に応じた最適な構成をご提案します。

マルチカラーレーザ同軸変位計
CL-3000 シリーズ
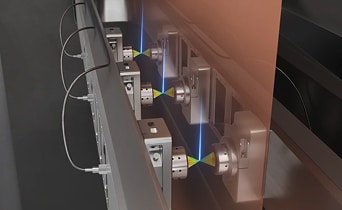
白色共焦点方式により、極板の表面状態(光沢・粗さ)に関わらず安定した厚み測定が可能。2台のセンサヘッドで電極シートを挟み込み、走行中の極板の総厚をリアルタイムで計測します。温度変化に強い専用治具により、長時間の安定測定を実現。
電池製造ラインの厚み測定 導入事例
電池メーカー各社でのレーザ変位計による厚み測定の導入実績をご紹介します。
箔の厚み測定
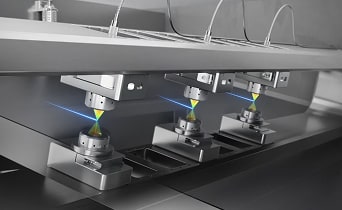
アルミ箔、銅箔の厚みを測定します。塗工量の調整のために、塗工後の電極と箔自体の厚みを演算させることで塗工した厚みのみを算出します。上下のセンサヘッドを適切に設置するための専用治具を用意し、光軸ズレによる誤差を少なくすることで、簡単かつ高精度に測定できます。
塗工後の電極厚み測定
電極の厚みを測定します。塗工量の調整のために、塗工後の電極と箔自体の厚みを演算させることで、塗工した電極の厚みのみを算出します。上下のセンサヘッドを適切に設置させるための専用治具を用意し、光軸ズレによる誤差を少なくすることで、簡単かつ高精度に測定できます。
乾燥中の電極厚み監視
200℃の耐熱性を誇るCL-V020であれば、乾燥炉内の電極の厚み変化を捉えることができます。乾燥炉の温度や搬送速度とともに分析することで、省エネに繋がります。

乾燥後の電極厚み測定
乾燥直後の電極厚みを高精度に測定します。プレス前後の電極厚みを比較することで、最適なプレス制御が可能です。アサーマル設計を採用しているCL-S015であれば、乾燥炉や電極からの発熱の影響を受けずに、長期にわたり安定した測定が可能です。

積層セルの厚み測定(パウチ型)
セルの厚みを測定します。従来は接触式の測定機器で検査していましたが、レーザ変位計にすることで測定時間の短縮及び、対象物に傷がつく心配がなくなりました。
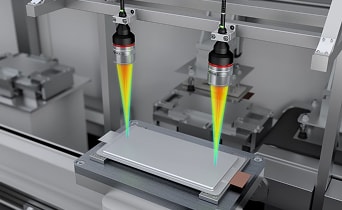
長辺側溶着部の厚み測定 (パウチ型)
パウチ型セルのシール部の厚みを測定します。対象物の材質や色の影響、ワークのたわみなどの影響を受けずに安定した測定が可能です。

極板の厚み測定のよくあるご質問
- 極板の厚み測定にはどのような方式がありますか?
- 主に接触式(マイクロメータ、シックネスゲージ)、β線式(放射線式)、レーザ変位計による非接触光学式があります。インラインでの高速・高精度な極板厚み測定にはレーザ変位計が最も適しています。
- 塗工後と圧延後、どちらの工程で極板の厚み測定をすべきですか?
- 両工程での測定が推奨されます。塗工後は塗布量(膜厚)の均一性を確認し、圧延(プレス)後は最終的な極板厚みと目標密度への到達を確認します。両方のデータを管理することで工程全体の安定稼働につなげられます。
- 極板の厚み測定で求められる精度はどのくらいですか?
- リチウムイオン電池の電極シートでは、プレス後の極板厚み公差が±2〜5μm程度で管理されることが一般的です。これを安定的に保証するには、測定器の繰返し精度として0.5μm以下、できれば0.1μm以下が求められます。
- 走行中の電極シートの厚みをインラインで測定できますか?
- はい。レーザ変位計を上下に2台設置し、電極シートを挟み込む構成で、搬送中の極板厚みをリアルタイムに測定できます。CL-3000シリーズは最速10kHzのサンプリングに対応しており、高速走行ラインでも確実なデータ取得が可能です。
- β線式からレーザ変位計への切り替えは可能ですか?
- 多くのお客様がβ線式からレーザ変位計へのリプレイスを実施されています。放射線源管理が不要になるため、ランニングコストや法規制対応の負担が大幅に削減されます。既存のラインへの後付け設置にも対応可能です。
極板の厚み測定でお困りですか?
測定対象・工程に合わせた最適構成をご提案します。まずはお気軽にご相談ください。