

鋼板・金属板の板厚測定が難しい3つの理由
板厚のばらつきは、強度・平坦度・後工程の成形性に直結します。測定方式の選択を誤ると不良とロスを招きます。
板厚ばらつきが品質・歩留まりに直結
鋼板・金属板の板厚がばらつくと、強度・平坦度・後工程の成形性が不均一になり、巻取り不良や寸法外れ、クレームを招きます。圧延や矯正では僅かな成形条件の変動が板厚ムラとなって現れ、幅方向・長手方向の両方で管理が必要です。安定した板厚管理ができないと、歩留まり低下と手戻りが増加します。
接触式・超音波・β線には現場での限界
ノギス・マイクロメータなど接触式は走行中の連続測定が難しく、測定痕や読み取り誤差が生じます。超音波厚さ計は接触媒質や面性状に影響され、β線方式は非接触ですが放射線源の管理・有資格者・管理区域が必要で運用ハードルが高いのが実情です。生産スピードに追従し、規制や接触の影響を受けずに測る手段が求められています。
金属光沢・傾き・高速ラインが測定を難しくする
鋼板は光沢や反射率の変動が大きく、一般的なレーザ三角測距では受光位置がずれて誤差が出やすくなります。さらに走行中のばたつき・傾き、圧延ラインの高温・振動も測定を難しくします。対象物の傾きや段差、光沢面の影響を受けにくい測定原理と、高速搬送への追従が求められます。
鋼板・金属板製造の各工程と板厚測定ポイント
圧延から出荷検査までの各工程で板厚を把握することで、ばらつきと不良を早期に検知できます。
圧延
ロールで板厚を作り込む工程。板厚を測定し、ロールギャップ・張力をフィードバックして目標板厚に収束させます。
矯正・レベリング
反り・うねりを矯正する工程。矯正前後の板厚を非接触で測定し、過矯正や偏りを検知します。
切断・スリット
所定寸法に切断する工程。切断前後の板厚を確認し、規格公差内かを判定。板厚測定の取りこぼしを防ぎます。
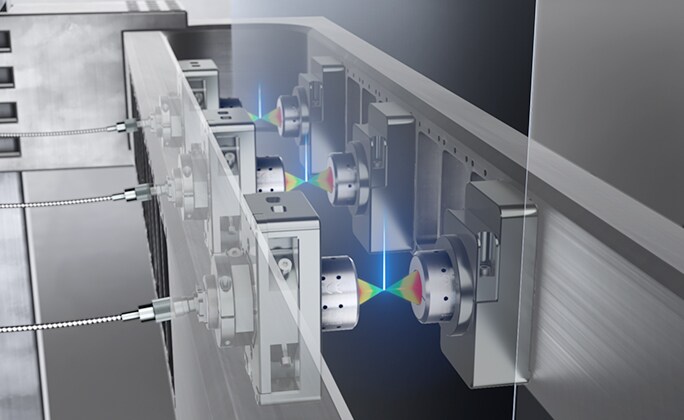
出荷検査
全長・全幅の板厚プロファイルを取得。最大6ヘッドの同期測定で幅方向の分布を把握し、規格・トレーサビリティを担保します。
鋼板・金属板の板厚測定方式の比較
測定方式によって、非接触性・光沢面対応・法規制・インライン適応性に大きな差があります。
| 比較項目 | CL-3000シリーズ (マルチカラーレーザ共焦点・同軸・非接触) |
マイクロメータ(接触) | 超音波厚さ計(接触) | β線方式 |
|---|---|---|---|---|
| 非接触・対象への影響 | ○ 非接触で測定痕なし | × 接触で測定痕や局所変形の可能性あり | × 接触・媒質が必要 | ○ 非接触 |
| 金属光沢・傾き面への強さ | ○ 同軸測定で光沢・傾き・段差に強い | △ 大きな傾斜や段差、曲面では操作困難 | △ 面性状に依存 | △ 材質・密度に依存 |
| 放射線・法規制の管理 | ○ 不要 | ○ 不要 | ○ 不要 | × 線源管理・有資格者・管理区域が必要 |
| インライン連続測定 | ○ 高速サンプリングで走行中も測定 | × 基本は手動単点測定。自動化は治具や機構が必要 | × 走行ラインに不向き | ○ 可能 |
| 多点・全幅測定 | ○ 1コントローラで最大6ヘッド同期測定 | × 測定治具の装着や走査機構が必要で実用性低い | × 困難 | △ 走査機構が大掛かり |
| 測定範囲(基準距離) | ○ 基準距離7〜150mm・測定範囲±1〜±35mmから選択 | △ レンジは狭めだが高精度・高分解能 | ○ 厚物に対応 | △ 線源で範囲が決まる |
CL-3000シリーズを選ぶ理由
CL-3000シリーズはマルチカラー共焦点の同軸測定で、金属光沢や傾き・段差の影響を受けにくく、鋼板・金属板の板厚を非接触で安定測定します。2ヘッド挟み込みと光軸合わせ機能で厚み測定誤差を抑え、放射線管理も不要。接触式・β線の制約を解消しながらインライン板厚管理を実現します。
鋼板・金属板の板厚測定に対応するCL-3000シリーズ
マルチカラー共焦点の同軸測定で、光沢面・傾き・段差に強く、鋼板・金属板の板厚測定に適合した変位計です。
マルチカラーレーザ 同軸変位計
CL-3000シリーズ
マルチカラー共焦点方式により、対象物との距離を同軸で測定。同軸方式のため高さが変わっても測定位置がズレず、金属光沢面や粗面、傾き・段差のある対象でも材質を問わず安定して測定できます。板厚は2台のヘッドで対象を挟み込み、「基準間距離−(上面距離+下面距離)」で算出。専用治具とPCソフトの光軸合わせ機能(3ステップ)で、挟み込み時の光軸ズレによる誤差を抑えます。厚み測定ヘッドCL-S015は発熱ゼロ構造とアサーマル光学設計を採用し、SUS治具で取り付ければ周囲温度が変化してもサブミクロンで安定測定。1台のコントローラで最大6ヘッドを同期制御し、板幅方向の厚み分布も取得できます。耐熱200℃対応センサヘッドや防爆対応ヘッドなど、圧延ラインや高温・防爆環境にも適合します。
CL-3000シリーズの詳細資料を入手する
仕様・システム構成・導入事例をまとめたカタログを無料でダウンロードできます。
鋼板・金属板の板厚測定の活用例
圧延・矯正・切断など、さまざまな金属板工程の板厚測定でCL-3000シリーズが活用されています。
圧延鋼板の非接触厚み測定
鋼板の厚みを非接触で測定。周囲温度の影響を抑えたアサーマル設計で、圧延・搬送ライン上でも簡単・高精度に板厚を測定します。
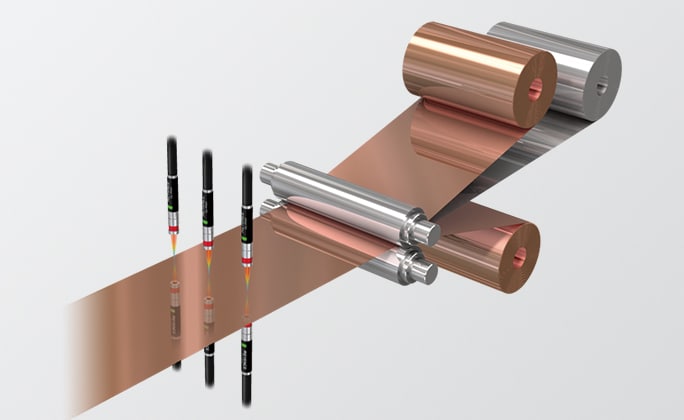
金属箔の厚み分布測定
外径がφ8mmの超小型センサヘッドを用いて、6台のセンサヘッドの完全同期測定により、省スペースで厚み分布測定を行います。
高温・耐環境ラインでの板厚測定
耐熱200℃ヘッド(CL-V)やアサーマル設計により、温度変化の大きい圧延・熱間ラインでも測定値が変動しにくく、安定して測定します。

鋼板・金属板の板厚測定(CL-3000シリーズ)に関するよくあるご質問
- 鋼板のような光沢面でも板厚を測れますか?
- 測れます。マルチカラー共焦点の同軸測定方式は、金属光沢や傾き・段差の影響を受けにくく、反射率が変動する鋼板面でも安定して距離・板厚を測定できます。
- 接触式・超音波の板厚計から置き換えられますか?
- 置き換えられます。非接触のため測定痕がなく、走行中の連続測定が可能です。接触媒質や測定者の習熟度に依存せず、全数・インラインでの板厚管理に移行できます。
- 板厚はどうやって算出するのですか?
- 2台のヘッドで対象を挟み込み、「基準間距離−(上面距離+下面距離)」で板厚を算出します。光軸合わせ機能で挟み込み時の光軸ズレ誤差を抑えます。
- 圧延ラインのような高温環境でも使えますか?
- 使えます。耐熱200℃ヘッド(CL-V)やアサーマル設計(SUS取付で温度補償)により、温度変化の大きいラインでも測定値が変動しにくく安定測定できます。
- 板の複数箇所を同時に測れますか?
- 測れます。1台のコントローラで全ヘッドを同期制御でき、最大6ヘッドの同時測定で幅方向の板厚分布をまとめて管理できます。
- 測定範囲(測れる板厚のレンジ)はどのくらいですか?
- ヘッド型番で選択できます。基準距離7〜150mm、測定範囲±1〜±35mmのラインナップがあり、対象とライン構成に合わせて選定できます。
鋼板・金属板の板厚測定の課題、お気軽にご相談ください
測定方式・設置構成・仕様についてはカタログまたはお問い合わせフォームからご確認いただけます。