

溶接検査とは
溶接検査の各手法を、検出対象・精度・速度・コスト・自動化適性で横断的に比較します。
溶接検査の定義と目的
溶接検査とは、溶接部の品質が設計要求や規格基準を満たしているかを確認する一連のプロセスです。溶接は「特殊工程」と呼ばれ、完成後に外観だけでは品質を完全に判断できないため、複数の検査手法を工程ごとに組み合わせて品質を保証します。
溶接検査の目的は大きく3つあります。第一に、構造物の強度・耐久性・安全性の確保。第二に、製品不良の早期発見と手戻りコストの最小化。第三に、トレーサビリティの確保と品質記録の蓄積です。
溶接検査は、自動車・建築鉄骨・圧力容器・造船・プラント配管・電子部品など、あらゆる製造業で品質の根幹を担っています。近年は検査員不足と品質要求の高度化を背景に、3Dプロファイルセンサやカメラを用いた溶接検査の自動化が加速しています。
溶接検査の4つのタイミング
溶接検査は、溶接前・施工中・完了後・稼働後の4段階で実施されます。各段階で検査すべき項目と、適用される検査手法が異なります。
溶接前検査
母材の材質確認、開先の形状・寸法・角度の計測、表面の錆・油・汚れの有無をチェック。溶接材料(溶接棒・ワイヤ)の適合性、予熱温度の確認も含みます。
溶接施工中検査
初層(ルートパス)で溶け込み状態を確認。スラグ除去後に各パスの形状・割れ・融合不良・スラグ巻き込みを検査。層間温度の管理も重要です。
溶接完了後検査
外観検査でビード形状・アンダーカット・ピット・余盛形状を確認。必要に応じてRT・UTで内部欠陥を検出。寸法測定で脚長・のど厚を計測します。
稼働後検査(供用中検査)
構造物の使用中に疲労割れ・応力腐食割れ・クリープ損傷が発生していないかを定期的に検査。プラント・橋梁・圧力容器などで法定点検として実施されます。
溶接検査の種類と特徴
溶接検査は「外観検査(表面)」と「非破壊検査(内部)」に大別されます。それぞれの手法の原理・検出対象・メリット・注意点を解説します。

目視検査(VT)表面
最も基本的な溶接検査方法です。検査員が肉眼またはルーペ・検査ゲージを用い、溶接ビードの外観(形状・寸法・表面欠陥)を判定します。すべての溶接検査の出発点であり、全工程で実施されます。
- メリット:
- 特別な機材が不要、低コスト、適用範囲が広い
- 注意点:
- 検査員の技量に依存、定量性に欠ける、内部欠陥は検出不可

3D自動外観検査表面
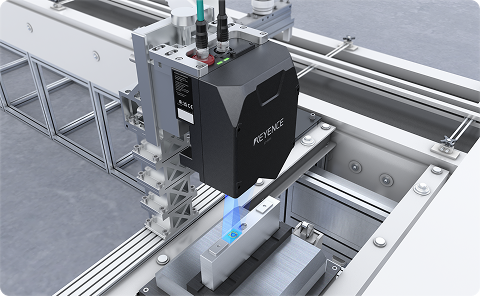
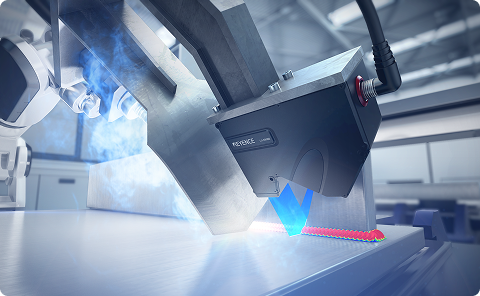
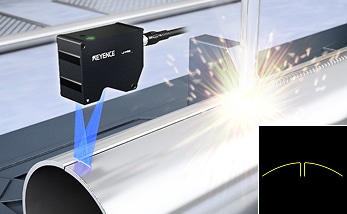
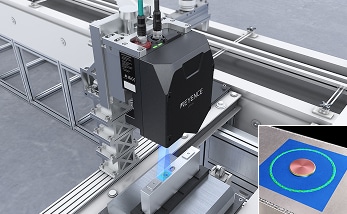
3Dプロファイルセンサ(LJ-X8000シリーズ、LJ-S8000シリーズなど)で溶接ビードの断面形状を高速取得し、脚長・のど厚・余盛高さ・ビード幅などを自動計測。数値基準でOK/NG判定を行い、目視検査の属人性を排除します。ロボットアームとの組み合わせで全数インライン検査が可能です。
- メリット:
- 定量的判定、全数検査、トレーサビリティ、高速・高精度
- 注意点:
- 内部欠陥は検出不可(UT/RTとの併用が必要)

磁粉探傷試験(MT)表面
強磁性材料(鉄鋼など)を磁化し、表面および表面直下の割れに磁粉を吸着させて検出する方法です。蛍光磁粉を用いると暗所で微細な割れも視認でき、高い検出感度を持ちます。
- メリット:
- 表面・表面直下の割れに高感度、リアルタイム判定
- 注意点:
- 強磁性体のみ適用可、割れの深さ判定は不可、脱磁が必要

浸透探傷試験(PT)表面
浸透性の高い着色(または蛍光)液を表面に塗布し、毛細管現象で割れに浸透させます。余剰液を除去した後、現像剤で浸透液を吸い出し、表面の割れ・ピンホールを可視化します。材質を問わず適用可能です。
- メリット:
- ほぼ全ての材質に適用可、機材がシンプル
- 注意点:
- 表面開口欠陥のみ、乾燥・洗浄に時間がかかる

放射線透過試験(RT)内部
X線やγ線を溶接部に照射し、透過量の差をフィルム(またはデジタル検出器)に記録して内部欠陥を検出します。ブローホール・スラグ巻き込みなどの体積系欠陥に高い検出力を持ち、記録性に優れます。
- メリット:
- 内部の体積系欠陥に高感度、フィルム記録で客観的
- 注意点:
- 放射線の安全管理が必須、面状欠陥(割れ)の検出が苦手、撮影・現像に時間

超音波探傷試験(UT)内部
超音波パルスを溶接部に入射し、内部の欠陥や底面からのエコー(反射波)を検出して欠陥の有無・位置・大きさを推定します。割れ・融合不良などの面状欠陥に高い検出力を持ち、放射線を使わないため安全性に優れます。
- メリット:
- 面状欠陥に高感度、放射線不使用で安全、厚板に対応
- 注意点
- 球状欠陥の検出が苦手、検査員の技量に依存、記録性がRTに劣る
溶接検査で検出すべき代表的な欠陥
溶接部に発生しうる代表的な欠陥と、それぞれの発生原因・検出に有効な検査方法を整理します。
アンダーカット表面
ビード端部の母材が溶かされ、溝状にえぐれた状態。溶接電流過大・速度過速が原因。応力集中源となり疲労強度を低下させます。3Dプロファイルで深さ・長さを定量計測可能。
オーバーラップ表面
溶着金属がビード端部で母材に融合せず覆いかぶさった状態。入熱不足や溶接速度が遅すぎる場合に発生。3Dプロファイルでビード端部の角度から検出可能。
余盛不良表面
余盛が過大(応力集中)または不足(強度不足)の状態。余盛高さは JASS 6 等で許容範囲が規定されています。3Dプロファイルで高さを自動測定しOK/NG判定。
脚長不足表面
隅肉溶接で脚長が設計値を下回る状態。継手強度が不足する直接的な原因。3Dプロファイルで左右の脚長を自動計測し、公差管理が可能。
ピット・ブローホール表面/内部
溶接金属内のガスが凝固時に閉じ込められた球状空洞。表面開口のものは3Dプロファイルで検出。内部のものはRT・UTで検出。
溶接割れ表面/内部
凝固時の高温割れ、冷却後の低温割れなど。最も危険な欠陥の一つ。表面開口の割れは3Dプロファイルや MTで検出、内部の割れはUTが有効。
融合不良内部
溶着金属と母材、またはパス間で十分に融合していない状態。UTが最も有効な検出手法。RTでは方向により検出困難。
溶け込み不足内部
ルート部で溶け込みが不十分な状態。UT・RTで検出。溶接電流不足・開先不良が主な原因。
スラグ巻き込み内部
スラグが溶接金属内に残留した状態。RTで高い検出率。多層盛りでの層間清掃不足が原因。
溶接検査の方式を比較する
溶接検査の各手法を、検出対象・精度・速度・コスト・自動化適性で横断的に比較します。
| 比較項目 | 3D自動外観検査 (プロファイル) |
目視検査 (VT) |
磁粉探傷 (MT) |
浸透探傷 (PT) |
放射線透過 (RT) |
超音波探傷 (UT) |
|---|---|---|---|---|---|---|
| 表面欠陥の検出 | ◎ | ◎ | ◎ | ◎ | △ | △ |
| 内部欠陥の検出 | ✕ | ✕ | ✕ | ✕ | ◎ | ◎ |
| 寸法定量計測 (脚長・余盛等) |
◎ 自動計測 | △ ゲージ | ✕ | ✕ | ✕ | ✕ |
| 検査速度 | ◎ 高速 | △ | △ | ✕ 遅い | ✕ 遅い | ○ |
| インライン適性 | ◎ | ✕ | ✕ | ✕ | ✕ | △ |
| 全数検査の実現 | ◎ 全数 | ✕ 抜取 | ✕ 抜取 | ✕ 抜取 | ✕ 抜取 | △ |
| 検査員依存度 | 低(自動) | 高 | 中 | 中 | 中 | 高 |
| トレーサビリティ | ◎ デジタル | △ 記録困難 | △ | △ | ◎ フィルム | ○ |
| 安全管理負担 | 不要 | 不要 | 低い | 低い | 高い(放射線) | 不要 |
| ロボット搭載 | ◎ 小型軽量 | ✕ | ✕ | ✕ | ✕ | △ |
外観検査の自動化が最大の投資対効果
溶接検査工程の中で、最もボリュームが大きくかつ人的リソースを消費しているのが「外観検査(目視)」です。ここを3Dプロファイルセンサで自動化するだけで、検査工数の大幅削減と品質の均一化を同時に達成できます。内部欠陥の検出が必要な場合はUT/RTと組み合わせます。
3Dプロファイルセンサで溶接検査を自動化
目視による溶接検査から、3Dプロファイルセンサによるインライン自動検査へ。検査員不足・品質ばらつき・全数検査の課題を一挙に解決する方法を解説します。
なぜ今、溶接検査の自動化が必要なのか
熟練検査員の高齢化・退職により、溶接の目視検査を担える人材が年々減少しています。一方で、自動車のEV化や建築の高層化に伴い、溶接箇所の増加と品質基準の厳格化が同時に進行。「人が足りない、でも検査は増える」という構造的な課題を抱える現場が急増しています。
3Dプロファイルセンサによる自動溶接検査は、この課題を根本的に解決します。センサが溶接ビードの断面形状を1プロファイルあたり3200点で取得し、脚長・のど厚・余盛高さ・ビード幅・アンダーカット深さなどを数値として自動計測。検査員の経験に依存しない、定量的で再現性の高い検査を実現します。
インライン自動検査の手順
ロボット or コンベアにセンサを設置
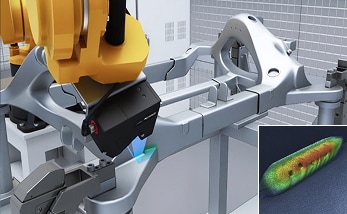
溶接ロボットのアーム先端またはコンベア上にLJ-X8000シリーズ/LJ-S8000シリーズを搭載。溶接直後のビードをインラインでスキャンします。
3D断面プロファイルを高速取得
走行中のワークの溶接ビード断面形状をリアルタイムに取得。1ライン最大3200点の高密度で詳細にデータ化します。
脚長・のど厚・余盛等を自動計測
取得したプロファイルデータから、検査項目ごとの寸法値を自動演算。設定した公差との照合でOK/NG判定を実行します。
全数記録・トレーサビリティ
検査結果は全数デジタル記録。NGワークの自動排出、溶接条件へのフィードバック制御、品質統計の蓄積まで一気通貫で対応します。
溶接検査に最適な3Dプロファイルセンサ
キーエンスの3Dプロファイルセンサは、溶接ビードの外観検査自動化で豊富な導入実績を持っています。検査対象・ラインに応じて最適なシリーズを選定いただけます。

超高精細インラインプロファイル測定器
LJ-X8000 シリーズ
1プロファイルあたり3200点の超高精細データで溶接ビード断面を取得。アンダーカット・余盛・脚長・ビード幅を同時に自動計測し、OK/NG判定を実行します。高速搬送ラインやロボットアーム搭載での全数インライン溶接検査に対応。
独自のマルチスリット光学系により、金属光沢面やスパッタが付着した粗面でも安定したプロファイルを取得。溶接ビード特有の反射条件に強い設計です。

オートスキャン3Dセンサ
LJ-S8000 シリーズ
LJ-X8000シリーズの技術を継承しつつ、よりコンパクトな筐体で設置性を追求したシリーズです。限られたスペースへの後付け設置や、小型ロボットへの搭載に最適。溶接ビードの脚長・のど厚・余盛高さの自動計測に必要十分な精度とプロファイル速度を備えています。
内蔵の計測ツールで、ビード断面からの寸法計測プログラムを簡単に設定可能。初めてのインライン溶接検査導入に最適なエントリーモデルです。
溶接検査 自動化の導入事例
3Dプロファイルセンサによる溶接検査の自動化は、自動車・建機・鉄骨・電機など幅広い業界で導入されています。
溶接ロボットに
LJ-X8000シリーズ搭載、溶接直後の全数ビード検査を実現
大型構造物の溶接ビード形状をインラインで定量管理
レーザ溶接のビード外観検査をLJ-S8000シリーズで省スペース自動化
溶接検査のよくあるご質問
3Dプロファイルセンサによる溶接検査の自動化は、自動車・建機・鉄骨・電機など幅広い業界で導入されています。
- 溶接検査にはどのような種類がありますか?
- 溶接検査は大きく「外観検査」と「非破壊検査」に分類されます。外観検査には目視検査(VT)と3D自動外観検査があります。非破壊検査には磁粉探傷試験(MT)、浸透探傷試験(PT)、放射線透過試験(RT)、超音波探傷試験(UT)があります。近年は3Dプロファイルセンサによるインライン自動外観検査の導入が急速に進んでいます。
- 溶接検査はどのタイミングで実施しますか?
- 溶接前(母材・開先の確認)、溶接施工中(初層検査・スラグ除去後検査)、溶接完了後(外観検査・非破壊検査・寸法測定)、構造物稼働後(供用中検査)の4つのタイミングで実施されます。それぞれの段階で検査項目と適用手法が異なります。
- 溶接ビードの外観検査を自動化するにはどうすればよいですか?
- 3Dプロファイルセンサ(LJ-X8000シリーズ、LJ-S8000シリーズなど)をロボットアームやコンベア上に設置し、溶接ビードの断面形状をインラインで取得します。脚長・のど厚・余盛高さ・ビード幅・アンダーカット深さなどを自動計測し、規格値との照合でOK/NG判定を行います。
- 目視検査と3D自動検査の違いは何ですか?
- 目視検査は検査員の経験・スキルに依存するため、判定のばらつきや見逃しが発生しやすく、定量的な記録も困難です。3Dプロファイルセンサによる自動検査は、断面形状の数値データに基づく定量的な判定を行うため、検査員によるばらつきを排除し、全数検査・デジタルトレーサビリティを実現します。
- 溶接検査の自動化で検出できる欠陥は何ですか?
- 3Dプロファイルセンサによる自動外観検査では、アンダーカット、オーバーラップ、余盛不足・過大、脚長不足、ピット(表面)、溶接割れ(表面)、ビード蛇行、スパッタなどの表面欠陥を検出できます。溶け込み不足・融合不良などの内部欠陥の検出にはUT・RTとの併用が必要です。
溶接検査の自動化をご検討ですか?
実ワークでのテスト測定・検査構成のご提案など、お気軽にご相談ください。