反り・うねりの測定(2/2)
- 分類:
- 難易度の高い寸法測定
![]()


![]()
![]()

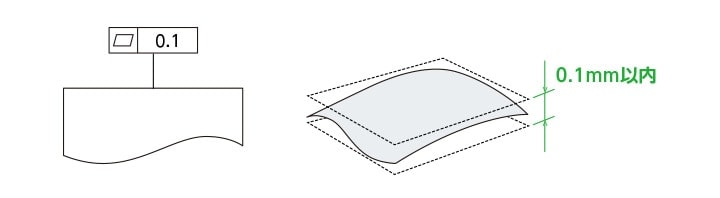
平面度とは、JISで「平面形状の幾何学的に正しい平面からの狂いの大きさ」と定義されています。簡単に言えば平面の滑らかさを表す数値です。この数値から表面の凹凸や反り・うねりを知ることができます。
一方の平坦度(平たん度)は、主に鋼材の面の湾曲などを表す数値で、同様にJISで規定されています。どちらも英語では「Flatness」となるので、測定の現場で平面度と平坦度を同じように扱うケースもあります。
平面の反りやうねりを測定する方法としては、「ダイヤルゲージを用いた測定」「オプティカルフラットを用いた測定」「レーザを用いた測定」などがあります。
ダイヤルゲージを使った測定は、アームにダイヤルゲージを取りつけて対象物をなぞりながら数値の変化を読み取り、表面の反りやうねりを測定します。
平らな測定面を持つ、透明なガラスでできた基準原器「オプティカルフラット」を測定対象の表面に接触させ、接触面に短波長の光を照射するとできる縞模様(光並干渉縞:ニュートンリング)の本数をもとに測定します。
レーザ光を測定対象に照射して、その反射光をCMOSセンサで結像させて測定します。ダイヤルゲージやオプティカルフラットは接触式の測定方法ですが、レーザは非接触で反りやうねりを測定することが可能です。
反りやうねりといった面の変化は広範囲の変化量を測定する必要があるため、三次元測定機や輪郭形状測定器は測定に向いていません。プローブで接触測定する三次元測定機の場合、面全体の情報を得るには測定箇所を増やす必要があり、膨大な時間がかかってしまいます。また、線で測定する輪郭形状測定器では、狙ったポイントでの測定が難しく、測定ポイントによって結果にばらつきが発生します。このように三次元測定機や輪郭形状測定器は、反り・うねりの測定が難しいという問題がありました。
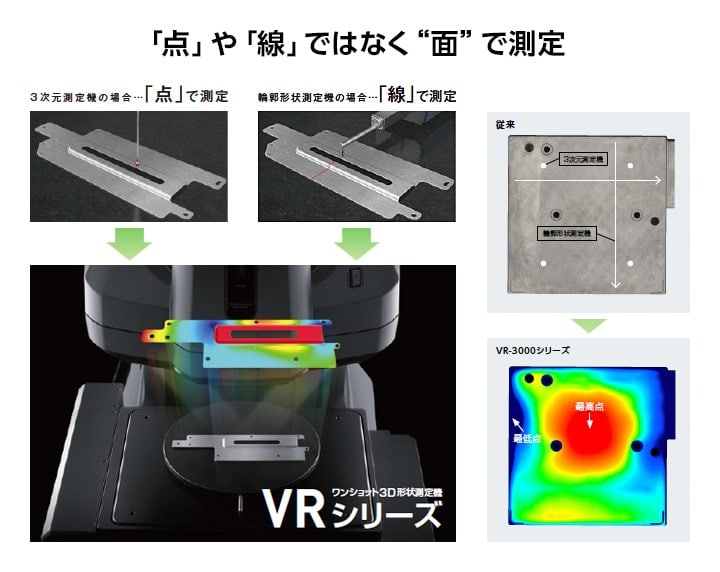
点や線で測定する三次元測定機や輪郭形状測定器、そのほかダイヤルゲージなどでは平面全体の反り・うねりを正確に判断することが困難。そこでおすすめしたいのがキーエンスのワンショット3D形状測定機VRシリーズです。
その特長は、たった1秒で面全体の情報をスキャンでき、正確かつ迅速に反りやうねりを測定できることです。スキャンするだけで正確に平面の高低差を測ることができ、平面度を測定することもできます。
正確・迅速に反りやうねりを測定できる測定器
測定者による誤差もなく、オートで対象物を認識するのでセッティングも不要。ボタンを押すだけで最短1秒、分解能0.1μmの測定が可能な
なら反りやうねりを正確に判断でき、CADデータとの比較も容易に行えます。
そんなVRシリーズにご興味のある方は、以下よりカタログをダウンロードが可能です。