


“外観”を測定する(1/3)
- 分類:
- 難易度の高い寸法測定

製品の手触りや質感を決める要素「表面粗さ」の測定を徹底研究
外観検査は変色やキズ、刻印不良などの確認を行う大切な工程です。その方法は目視のほか各種センサ・カメラによる撮像と解析、拡大鏡や顕微鏡による確認などさまざま。これらの検査工程があるから製品の品質を保つことができるのです。
そんな外観検査で重要な項目が、製品イメージを決定づけている手触りや質感、光沢の有無などの確認です。同じステンレス材でも鏡面仕上げはツルツルとした質感と輝きが魅力的ですし、ヘアライン仕上げは適度な滑らかさと落ち着いた輝きが高級感を演出してくれます。そんな外観の違いを生み出しているのが表面の微少な凹凸、「表面粗さ」なのです。
表面粗さとは
切削や研磨などの機械加工を行った場合、素材の表面には微細な凹凸ができます。この凹凸、素材表面の粗さを表すのが「表面粗さ」です。この凹凸の差によって、手触りがツルツルしたり、逆にザラザラしたり、光を反射して輝いたり、マットな印象になったりします。
また、エンジンのピストンのように何かに接触する部品であれば摩耗性や気密性、潤滑性にも影響を及ぼしますし、塗装する部品であれば塗料のぬれ性や接着性も変わります。表面粗さは見た目に加え、機能性にも関わる重要な要素と言えるでしょう。
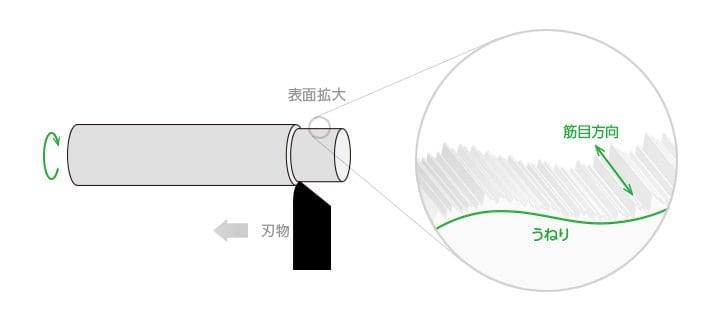
ちなみに微小な表面の凹凸は「表面粗さ」、表面の波打ちのような大きな凹凸は「うねり」と差別化しています。そして加工によってできた表面の筋の方向を「筋目」と呼んでいます。
表面粗さの規格について
表面粗さは、国際標準化機構(ISO)や日本産業標準調査会(JISC)によって規定されています。こちらでは、それぞれの規格についてご紹介します。
線粗さ JIS B 0601-2001
日本産業標準調査会によって定められた表面粗さの規定です。JIS B 0601-1982「表面粗さの定義と表示」が制定され、その後にISOとの整合性を図るためにJIS B 0601-1994「表面粗さ 定義および表示」に改訂。さらに加工・測定技術の進化に加え、ISO基準に適合するためJIS B 0601-2001へと改訂されてきた歴史があります。
JIS B 0601-2001によって規定された表面粗さは、触針式粗さ計から得た断面形状をもとに粗さを求めることから「線粗さ」と呼ばれています。また、JIS B 0651-2001では、触針先端形状と測定力を定めています。
面粗さ ISO 25178
国際標準化機構が定めた表面粗さの国際規格です。JIS B 0601/ISO 135651は触針式粗さ計での評価を前提にした規格ですが、ISO 25178は「接触式(触針式)」と「非接触式(光プローブ)」の2つの評価方法に対応していることが特長。面全体が評価対象になるので、JIS B 0601/ISO 135651の線粗さに対して、ISO 25178は面粗さと呼ばれています。
線粗さでは走査する場所によって結果にばらつきが発生したり、方向によって結果が変わったりすることがありますが、面粗さではそのような問題点も改善されています。今回は、触針による接触法はもちろん、光干渉法や画像合成法、コンフォーカル法などの非接触測定にも対応した面粗さについてご説明します。



