


プレス金型工程のリードタイム削減
- 分類:
- 難易度の高い寸法測定
トライアウトと修正ループの回数を抑える方法
プレス成形は、金型を取り付けたプレス機で材料に圧力を加え、寸法形状に仕上げる加工です。特長は、単純な形状から複雑な形状まで再現でき、量産性に優れていることです。プレス成型時には、連続加工・大量生産すると必ずスプリングバックが発生するという課題があります。そこで要求を満たす製品を製造するために、トライアウトと修正ループで微調整を行います。このトライアウトと修正ループの回数は、リードタイムに直結します。そこで今回は、トライアウトと修正ループの回数を抑えて、効率よくプレス成形を行う方法をご紹介します。
プレス成形(プレス金型加工)とは
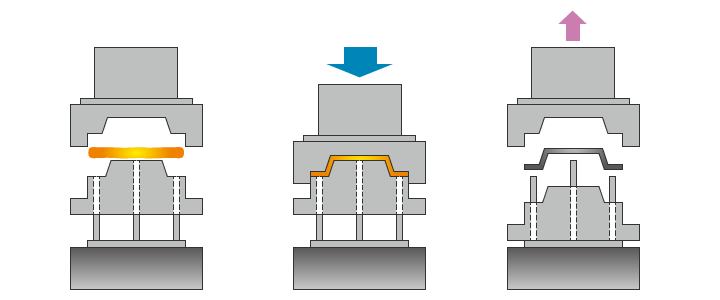
プレス成形とは、プレス機の上下に金型と呼ばれる工具を取り付け、その間に材料(被加工材)を入れ、圧力を加えることで目的の形状にする加工方法です。プレス成形は、惰性加工の一種です。また、プレス成形によるプロセスを「プレス金型工程」と呼びます。プレス加工は、切る・曲げる・成形するといった加工を行いますが、その際に必ずスプリングバックが発生します。
プレス金型工程で発生するスプリングバックについて
プレス成形で深絞りおよび引伸ばしながら絞られた製品は、圧力を抜いたときにバネのように跳ね返ります。このプレス成形後に起こる形状変化を「スプリングバック」と呼びます。スプリングバックは、寸法精度に大きな影響を及ぼすため、製造業界ではスプリングバックを予測して金型設計します。
特に自動車業界では、安全性能や燃費性能の向上のため、軽量な高張力鋼板やアルミなどの新素材が使われます。高張力鋼板やアルミなどの素材は、従来の鋼材に比べてスプリングバックの影響が大きくなるので注意が必要です。そこでプレス成形用の金型を設計するとき、開発段階でシミュレーションを行い、スプリングバック対策を実施します。
このようなスプリングバック量を検証し、予測して対策することを「スプリングバック見込み補正」と呼びます。特に近年は、製品に高い精度が求められるので、プレス成形におけるスプリングバック見込み補正の重要度は増しています。
トライアウトと修正ループについて
トライアウトは、金型の設計・製造における工程で、金型をプレス機に取り付けて最初に行う工程検査(試し打ち)です。プレス金型工程では、トライアウトを行い、プレス品の形状を測定し、金型の修正を繰り返し、目標品質に近づけていきます。通常は、トライアウトのプレス品をノギスや三次元測定機で測定し、職人が経験や勘を頼りに金型に修正を加えていきます。
そしてトライアウトと修正ループの回数は、製造にかかるコスト・時間に直結します。プレス金型工程のリードタイム短縮においては、トライアウトと修正ループの回数をいかに抑えるかがとても重要です。
特に高張力鋼板やアルミなどの被加工材を使い、高い要求精度と複雑な形状の多い自動車業界では、スプリングバックによる変形が大きなトラブルにつながります。一般的に自動車部品に要求される寸法公差は±0.5mmですが、スプリングバックを予想して寸法公差内に仕上げることは至難の業と言えるでしょう。
スプリングバックの分類
プレス品のスプリングバックは、系統的に以下のように整理されます。大きく分けると角度変化や壁そり、ねじれ、稜線そりなどが挙げられます。これらの形状変化が起こる要因はさまざまですが、プレス下死点での応力状態に密接に関係しています。ただし、以下の形状変化は、比較的単純な形状の部品、または部品の特定部分に対して分類したものです。たとえば、自動車のセンターピラーといった複雑な形状の部品は、スプリングバックと下死点応力を直接結びつけることが困難であり、複合的な要因が考えられます。
| 不良の分類 | 原因応力 |
|---|---|
| 角度変化 | ①板厚方向応力差 |
| 壁そり | ①板厚方向応力差 |
| ねじれ | ①板厚方向応力差 ②面内応力 |
| 稜線そり | ①板厚方向応力差 |
スプリングバック測定の課題
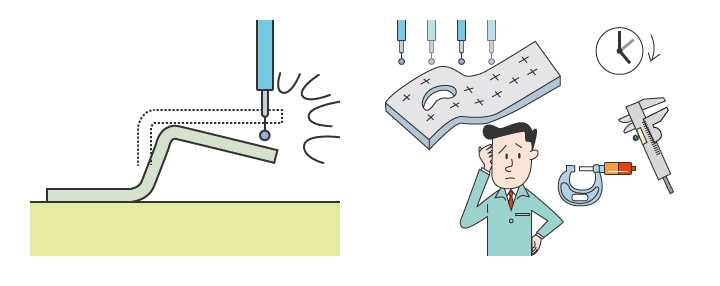
スプリングバックの変化量は、トライアウトを行い、実物をノギスや三次元測定機で測定しますが、変化量を正確に測定できないケースが多くあります。また、曲面形状を持つ複雑な製品の場合、測定が難しく、正確に測定するには時間がかかることもあります。結果としてトライアウトと修正ループの回数が増え、プレス金型工程におけるリードタイム増加を招きます。
VLシリーズなら簡単にスプリングバックを正確に測定可能!
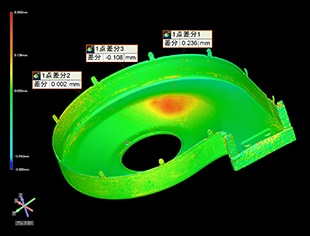
従来は難しかったスプリングバックの測定ですが、キーエンスの3Dスキャナ型 三次元測定機「VLシリーズ」なら誰でも簡単に測定できます。表裏360度の形状をスキャンし、全面の肉厚測定が可能になります。また、非接触で形状測定するので、ノギスやマイクロメーターなどの接触による変形も心配不要です。大型高精細CMOSカメラによる非接触測定なので、変形を気にせず正確かつ高速な3D形状のスキャンが可能です。
プレス品を無理に固定するとありのままの形状を正しく測定できませんでしたが、VLシリーズなら非接触でスキャンしたデータをCADと比較可能。最適な金型寸法を簡単に把握でき、スプリングバック問題を解決できます。また、曲面形状を持つワークでも非接触で正確な3Dデータを取得可能です。非接触で数百万点の形状データを取得するので、複雑な形状のワーク全体の形状を把握できます。
トライアウトの精度向上がリードタイムを短縮する!
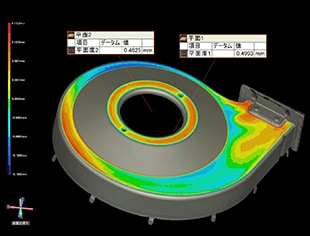
キーエンスの3Dスキャナ型 三次元測定機「VLシリーズ」をトライアウトに導入することで、トライアウト1回目から高精度な測定ができ、3D CADと比較することでひずみが視覚化され、修正すべき箇所・量を数値化できます。スプリングバック補正前後のデータも非接触で解析ができるので、結果としてトライアウトと修正ループにかかっていた時間工数・コスト削減ができ、プレス金型工程のリードタイム削減に効果を発揮します。

スプリングバックの変化量が正確に測定できない、トライアウト・修正ループの回数が多くて困っている、プレス金型工程のリードタイムを短縮したいといったお悩みがありましたら、気軽にキーエンスまでご相談ください。3Dスキャナ型 三次元計測機「VLシリーズ」をはじめ、キーエンス商品を活用したソリューションをご提案します。「VLシリーズ」のカタログは、以下よりダウンロードいただけます。



