人体への放電
静電気は、エレベータのボタンを押すときやドアノブに触れたときなど、私たちの日常生活の中でもしばしばパチッと放電して痛みや不快感を与えることがあります。
一方、製造現場では普段の生活で発生する静電気に比べて帯電量が大きくなることもあります。人体への放電は痛みや不快感を引き起こすだけでなく、場合によっては機器のトラブルや発火、爆発の原因にもなりえます。
ここでは、製造現場での人体と静電気の関わりとその対策を見ていきます。

人体への放電のメカニズム
そもそも、なぜ放電すると人は痛みを感じるのでしょうか。エレベータのボタンに触れるケースを例に見てみましょう。
エレベータのボタンがマイナスに帯電し、人はプラスに帯電していたとします。この状態でエレベータのボタンに触ると、プラスとマイナスのバランスを取り戻そうとしてマイナスの電気が人の手に流れ込んできます。これが「放電」です。人体に電流が流れ、感電している状態で、人は痛みを感じます。
また、人体への帯電量が多くなるほど、痛みは強くなります。1 kV以下であれば人はほとんど感じませんが、3 kV程度になると痛みを感じ、5 kVの放電では大きな痛みを感じます。(参照:人体の帯電電位と電撃の強さ)
- 1kV、痛くない・・
-
- 5kV、痛い!!
-
ただ、エレベータのボタンやドアノブは、電源のように連続的に電気を流し続けるわけではないため、痛みは一瞬です。放電して静電気が無くなると、それ以上放電は起きないからです。
一方で、3 kV未満であれば痛みなどの影響はない、というのはあくまで人体にとっての指標であり、工場などでの静電気トラブルとは比較できない点には注意が必要です。例えば、一般的な可燃性ガスはもっと低い帯電量でも発火する可能性があります。
製造現場では、わずかな静電気や放電による火花さえも、発火や爆発を引き起こすおそれがあり、さらには火災の原因ともなりえるため、静電気の管理が重大な課題の一つとして取り扱われます。

人体への放電対策
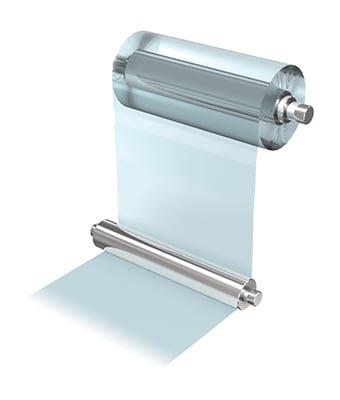
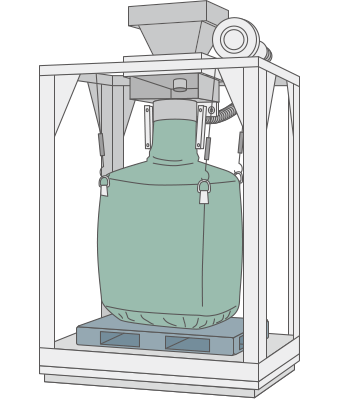
下図のようなロール搬送工程やフレキシブルコンテナの充填工程は、材料が連続的に流れるために帯電量が大きくなるケースがあります。ここに作業者が触れると大きな放電が起き、危険な場合があるので注意が必要です。
このように、対象物にたまった静電気が人体に流れて起こる痛みのトラブルは、対象物の静電気をなくすことで対策します。
人体への放電対策は、以下の2点にまとめられます。
- アースを装着し、人体を除電する
- 除電器(イオナイザ)で対象物を除電する
人体を除電する
人体の静電気をなくすためには、リストストラップを手首に装着するなどして、人体をアースにつなぐことが効果的です。アースに接続することで、人体にたまった静電気は地面に放電されてなくなります。
対象物を除電する
人体をアースに接続するだけでは、放電を完全に防ぐことはできません。対象物が作用して人体に放電するケースがあるためです。
人体を保護することだけが目的であれば、保護管やシールド板で囲うなどの対策も有効ですが、手作業をともなう工程ではこれらの方法にも限界があります。
そこで、除電器(イオナイザ)を利用します。除電器(イオナイザ)を用いて対象物を除電すれば、放電の直接的原因に対処できるので大きな効果が得られます。



