厚み測定の最適な測り方は、対象物の形状や材質、測定器の種類、など、いくつかの要素から選択することが重要です。適さない機器を選定してしまうと、必要な精度が出なかったり、運用工数アップに繋がってしまいますので、避けたいものです。このページでは厚み測定器をお探しの方が、迷わずに最適な測定器に辿り着けるよう、ナビゲートいたします。
「厚みシート形状」の最適な測り方を測定器のご提案とあわせて紹介します。
最適な測定器反射型レーザ変位計
透明なワークに光を当てると、表面からの反射、裏面からの反射がそれぞれ発生します。これらの表面反射光と裏面反射光を個別に認識することで厚みを測定します。
- A
- 表面(第1ピーク)
- B
- 裏面(第2ピーク)
- C
- 透明ガラス
POINT
測定器の選定が重要
- 表面と裏面を識別できる限界厚み以上か。
- 表面と裏面の反射率が異なる場合でも安定測定できるかどうかを確認してください。
最適な測定器反射型レーザ変位計
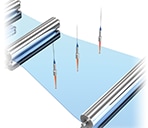
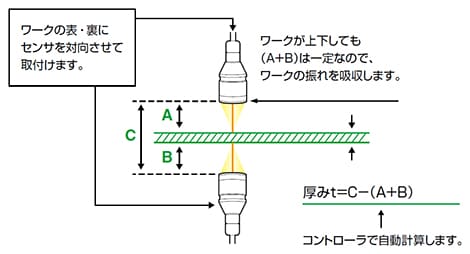
2台のセンサヘッドを使用し、ワークを挟み込むことで厚みを測定します。
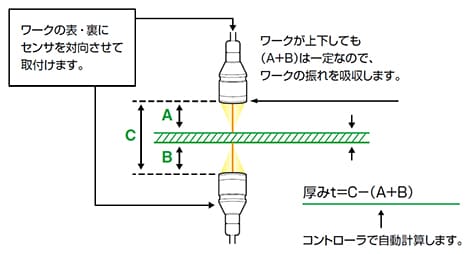
POINT
ワークが上下に振れてもA+Bが一定になるようにするには、光軸調整やスパン調整が重要です。
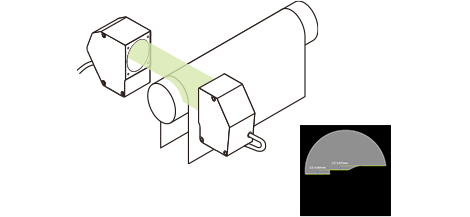
最適な測定器透過型2次元寸法測定器
ローラ表面とワーク表面が1枚の撮像データに映るようにセンサヘッドを設置。段差を測定することで厚みを求めます。
POINT
透明・不透明どちらでも測定が可能です。ローラを基準にワークの厚みを測定するので、ローラとワークの間に隙間が生じないようにしてください。
最適な測定器反射型レーザ変位計
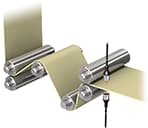
ローラ表面を0原点としてワークをローラに巻き付けた(密着させた)ときの差で厚みを測定します。
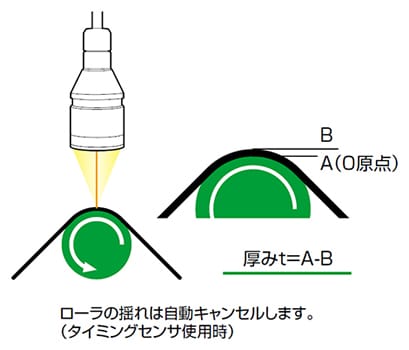
POINT
透明・不透明どちらでも測定が可能です。ローラを基準にワークの厚みを測定するので、ローラとワークの間に隙間が生じないようにしてください。
キーエンスの商品をご採用いただいたお客様の声はこちら
業界別お客様導入事例【厚み編】
「厚みその他のワーク」の最適な測り方を測定器のご提案とあわせて紹介します。
最適な測定器反射型レーザ変位計
透明なワークに光を当てると、表面からの反射、裏面からの反射がそれぞれ発生します。これらの表面反射光と裏面反射光を個別に認識することで厚みを測定します。
- A
- 表面(第1ピーク)
- B
- 裏面(第2ピーク)
- C
- 透明ガラス
POINT
測定器の選定が重要
- 表面と裏面を識別できる限界厚み以上か。
- 表面と裏面の反射率が異なる場合でも安定測定できるかどうかを確認してください。
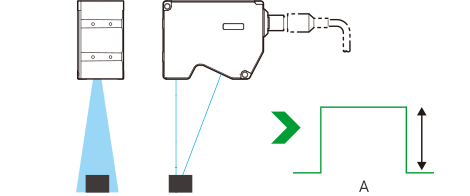
最適な測定器反射型2次元レーザ変位計
2次元レーザ変位計でベース面とワークを同時に測定し、得られた形状から段差を測定することで厚みを求めます。
- A
- 得られる形状
POINT
ワークとベース面の間に隙間が生じると誤差になります。
- ①ベース面は定盤のような面精度の高いものを使用。
- ②真空吸着orマグネット吸着を利用。
など、密着性を高めることが重要です。
最適な測定器反射型レーザ変位計
2台のセンサヘッドを使用し、ワークを挟み込むことで厚みを測定します。
POINT
ワークが上下に振れてもA+Bが一定になるようにするには、光軸調整やスパン調整が重要です。
キーエンスの商品をご採用いただいたお客様の声はこちら
業界別お客様導入事例【厚み編】
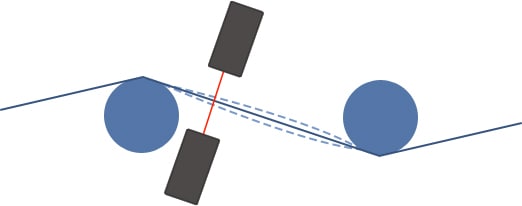
ワークを2台のセンサヘッドで挟み込んで測定する場合、原理上はワークが上下に振れても厚みの測定値は変わりません。
ただし、2台のセンサヘッドの光軸が一直線上に合っていない場合、ワークの上下振れやたわみの影響による測定誤差が生じます。以下の点に注意して光軸調整が行なえるように、設備の構築を行なってください。
- 光軸がズレている場合でもその影響を最小限に抑えるために、テンションが安定しているローラ間隔の狭い箇所を選び、ローラ近くに設置します。
これにより、ワークのたわみ、振動が少ない状態で測ることができます。
- センサヘッドは、図のようにワークの進行方向に対して投受光方向が垂直になるような向きに取り付けます。
これにより、搬送振動による進行方向の傾きブレの影響を受けにくくすることができます。
- 光軸調整時は、仮の測定対象物として、薄い白色樹脂板か紙を測定します。これらの対象物を測定するとレーザスポットが透けて見えます。表裏のスポットが対象物を上下移動させても常に一点に重なるようにセンサヘッドの取付けを行ないます。
【参考】上下移動させても表裏のスポットがきっちり重なっていることをご確認ください。
上下移動させてもレーザスポットの中心が一致するように設置してください。
なお、光軸合わせ機能を持つセンサヘッドもあり、簡単、正確に光軸調整が可能になっています。
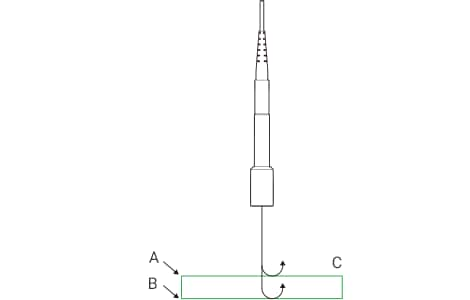
ローラを基準にその上のワークの厚みを測定する場合、ローラとワークの間に隙間が生じると測定誤差が生じます。
以下の点に注意して隙間が生じないように設備を構築してください。
- ワークにできる限りテンションをかけます
テンションが緩いとワークがロールに密着しないため、数um~数十umの浮きが生じます。
ワークの引張強度を考慮しながらも50N以上のテンションをかけて測定することをお奨めします。
できるだけテンションが安定しているローラ間隔の狭い箇所を探し、かつワークがローラの上に位置している状態で測定してください。
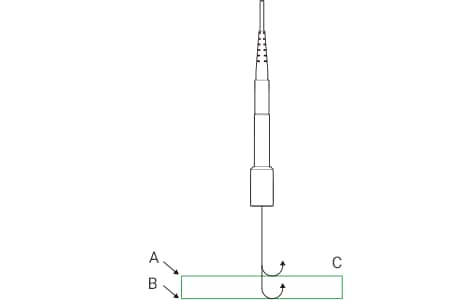
- ローラの頂点位置に光軸を合わせます
図のように、ローラの頂点位置から光軸がズレていると、隙間zの測定誤差が生じます。
- センサヘッドの位置を送り方向に対して微調整できる機構を設ける
- 径の大きいロール上で測ることにより、ロール頂点位置に光軸が合わなかった場合でも隙間zが小さくなるようにする。
など、工夫する必要があります。
ローラが回転している場合、その偏心によって測定誤差が生じる可能性があります。
ローラの偏心の影響を受けないために、以下の点に注意してください。
- 厚みを測る箇所がワーク両端の場合、ローラ面とワーク面を同時に測って段差の値から厚みを求めるようにします。
- ローラを基準にその上のワークを測定する場合、ローラが偏芯しても同じ回転角(位置)で測定することで、偏心の影響をキャンセルすることができます。
このページでは、厚みを測る方法や測定器の構造、さらに測定器を選定するときのポイントと注意点について説明しました。
それらをまとめると、以下の通りです。
- 透明の対象物は、反射型レーザ変位計で測定することができる。
- 不透明な対象物は、反射型レーザ変位計で上下から測定する。
- 反射型2次元レーザ変位計や透過型2次元寸法測定器なら、ベース面と対象物を同時に測定し、得られた形状から段差を測定することができる。
- 最適な測定器の選定は、対象物の形状や厚さ、透明度がポイントになる。
測定する対象によって、その方法はさまざまです。最適な測定を行うには、それらの特徴を知り、正しく測定器を選定することが大切です。
このページで紹介した内容や、他のページに記載している測定の知識や事例についてまとめた資料「測り方がわかる 変位計/測定器 サポートガイド」は、下記からダウンロードできます。レーザ変位計のラインナップカタログとあわせてご覧ください。
>資料ダウンロードはこちら
キーエンスの商品をご採用いただいたお客様の声はこちら
業界別お客様導入事例【厚み編】
用途・業界を選ぶだけ!最適な商品をご紹介します
レーザ変位計・測定器の選び方サイトはこちら
測り隊.com トップへ戻る