SQCスマート導入講座
第2回:データシートからp管理図を作る
前回の「員数検査のデータシートを作る」で作成したデータシートを基にp管理図を作成してみましょう。
管理図は、表やグラフと異なり、時系列に沿って品質の変化を読み取ることができるQC七つ道具の1つです。
ここではp管理図の作成を通じて、データシートを作成する際に行った計算や算出されたさまざまな値について、理解を深めたいと思います。
- この記事でわかること
p管理図とは
検査個数の大きさに対する不適合品(不良品)数の割り合いや比率を用いて、工程を評価するための管理図です。また、「不良率管理図」ともいわれます。p管理図の「p」は、Proportion chart(またはProportion control chart)の頭文字をとったものといわれています。
割り合いや比率を管理するため、検査個数が一定でない場合でも対応できます。たとえば、不良個数では管理できない場合などに用いられ、ロットごとに不良率を求め管理限界線とともにグラフに記載します。時間の経過に伴う工程の安定性を監視することができるため、工程の不安定性の原因を特定し、是正することができます。
管理限界線と中心線を引く
製品の品質不良を減らすには、生産した製品に対する、「購入材料の不良」と「製造工程での不良」による不良品の割り合い(不良率)の把握が必要です。しかし、何らかの基準がなければ品質の変化のとらえ方が個人の感覚に委ねられるため、対応に個人差が生じます。その際の基準が管理限界線です。
一般に、管理図には管理限界線があります。管理限界線には上方管理限界線(UCL)と下方管理限界線(LCL)があり、この間を「管理限界」といいます。この基準となる2本の管理限界線と平均値を示す中心線(CL)を用いることで、客観的判断による対応が可能になります。
Step 1:管理限界線と中心線の値を確認する
前回作成したデータシートで各線の値を確認します。UCLとLCLはロットごとに算出した値、CLは平均不適合品率()の値です。
前回作成したデータシート
| 製造日 | 検査個数(n) | 不適合品数(np) | 不適合品率(p) | UCL(%) | LCL(%) |
|---|---|---|---|---|---|
| 11月1日 | 850 | 19 | 2.24 | 2.54 | 0.17 |
| 11月2日 | 703 | 8 | 1.14 | 2.65 | 0.05 |
| 11月3日 | 206 | 6 | 2.91 | 3.75 | -1.06 |
| 11月4日 | 814 | 8 | 0.98 | 2.56 | 0.14 |
| 11月5日 | 822 | 11 | 1.34 | 2.56 | 0.14 |
| 11月6日 | 600 | 5 | 0.83 | 2.75 | -0.06 |
| 11月7日 | 430 | 7 | 1.63 | 3.02 | -0.32 |
| 11月8日 | 252 | 6 | 2.38 | 3.52 | -0.83 |
| 11月9日 | 780 | 6 | 0.77 | 2.58 | 0.12 |
| 11月10日 | 808 | 12 | 1.49 | 2.57 | 0.13 |
| 11月11日 | 835 | 8 | 0.96 | 2.55 | 0.15 |
| 合計 | 7100 | 96 | 1.35(*1) | - | - |
… UCL:上方管理限界線/LCL:下方管理限界線(*1) … :平均不適合品率(%)
Step 2:中心線および管理限界線を引く
中心線(CL)と管理限界線(UCLとLCL)を引きます。この例の場合、縦軸は品質特性である不適合品率、横軸は製造日を示します。
① 中心線(CL)の設定と上方管理限界線(UCL)と下方管理限界線(LCL)の打点
中心線は平均不適合品率(1.35%)に引きます。
また、UCLとLCLは、データシートの製造日ごとの不適合率を打点します。
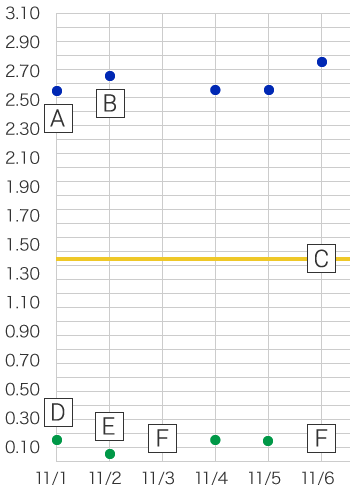
- A
- 上方管理限界線(UCL)
- 11月1日 数値(2.54%)の打点
- B
- 上方管理限界線(UCL)
- 11月2日 数値(2.65%)の打点
- C
- 中心線(CL)1.35%に直線を引く
- D
- 下方管理限界線(LCL)
- 11月1日 数値(0.17%)の打点
- E
- 下方管理限界線(LCL)
- 11月1日 数値(0.05%)の打点
- F
- 下方管理限界線(LCL)
- 数値がマイナスの場合 打点なし
CLを引きUCLとLCLを打点する
② 打点をつないで上方管理限界線(UCL)と下方管理限界線(LCL)を引く
打点をつないで、上方管理限界線と下方管理限界線を引きます。それぞれの線は、見やすいように色や線種を変えると良いでしょう。
これにより、製造日によって検査個数が異なると、管理限界線の幅も変わることがわかります。
UCLとLCLを引く
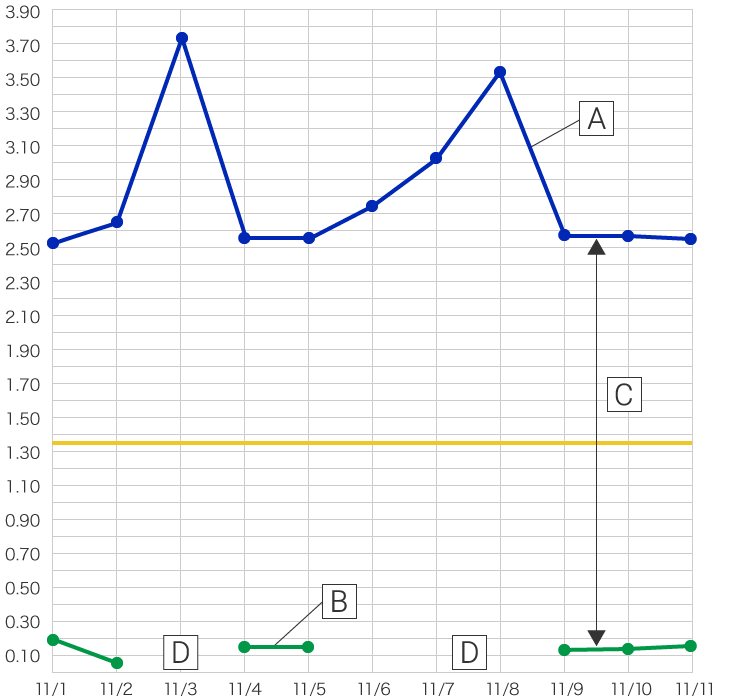
A:上方管理限界線(UCL)B:下方管理限界線(LCL)C:管理限界線の幅
D:下方管理限界線(LCL)数値がマイナスの場合 線なし

検査結果を反映する
前回作成したデータシートから、不適合品率を管理図に打点します。
Step 1:各ロットの不適合品率を打点する
製造日ごとに不適合率の値をp管理図に打点します。
値が管理限界内である場合は点(・)を、管理限界外である場合は重点(◎)を打点すると良いでしょう。こうすることで、管理外れ*の製品の割合が多い製造日を顕在化することができます。
- *管理外れ:この場合、UCLとLCLの範囲から外れた領域の不適合品率になります。
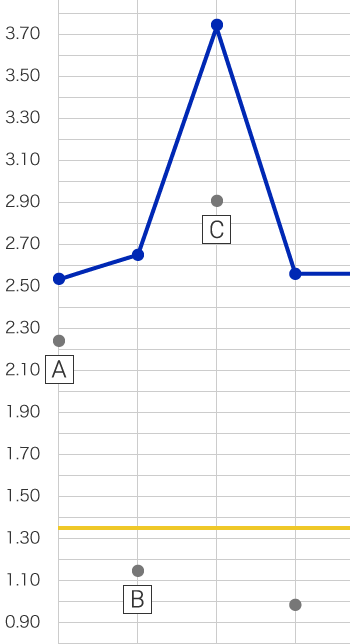
- A
- 不適合率 11月1日
- 数値(2.24%)の打点
- B
- 不適合率 11月2日
- 数値(1.14%)の打点
- C
- 不適合率 11月3日
- 数値(2.91%)の打点
検査結果を打点する
Step 2:打点した点を線で結ぶ
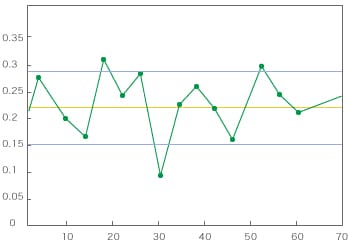
打点が終わったら、各点を線で結びます。これで、縦軸に品質特性、横軸に検査ロットをとったp管理図が完成します。
点を線で結ぶ
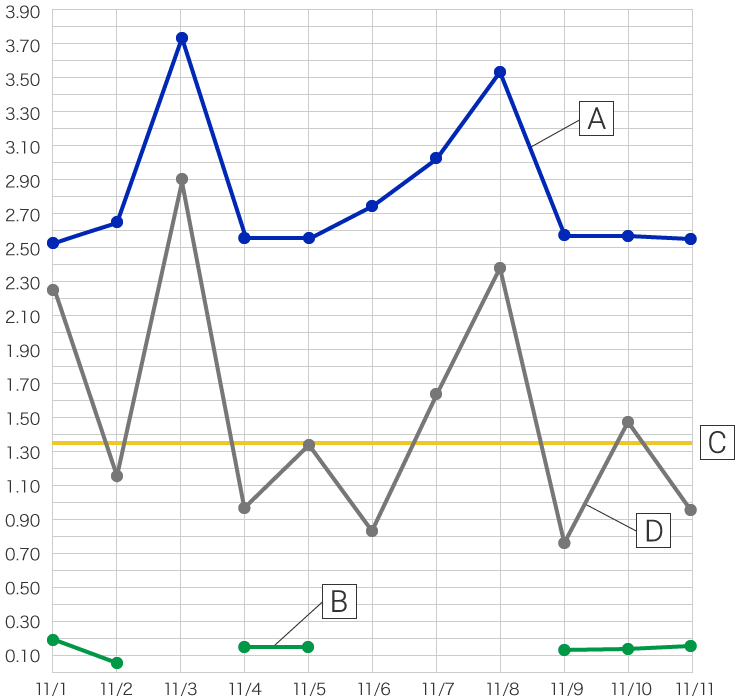
A:上方管理限界線(UCL)B:下方管理限界線(LCL)C:中心線(CL)D:不適合品率
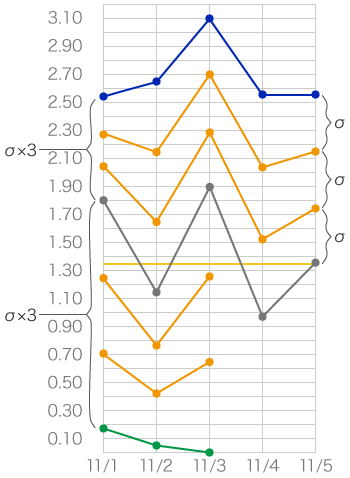
p管理図のσと平均不適合率
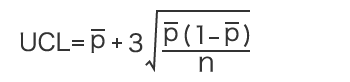
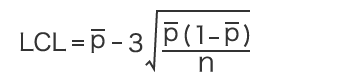
p管理図の上方管理限界線(UCL)と下方管理限界線(LCL)は、右の式で算出しました。この中で、「」は不適合品の割り合い「(1-)」は適合品の割り合いです。
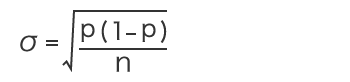
そしてσ(シグマ)は正規分布の標準偏差を表します。
それに「3」を掛けて不適合品の割り合いである「」をプラスまたはマイナスすることで、上方管理限界線(UCL)または下方管理限界線(LCL)を求めることができています。
管理限界線で表された管理限界は、上下それぞれ3σの範囲を示します。データシート作成時、UCLとLCLの算出時、標準偏差に掛けた「3」が管理限界の幅に相当し、この範囲内であれば工程は管理されている状態であると判断します。
例:P管理図の管理限界
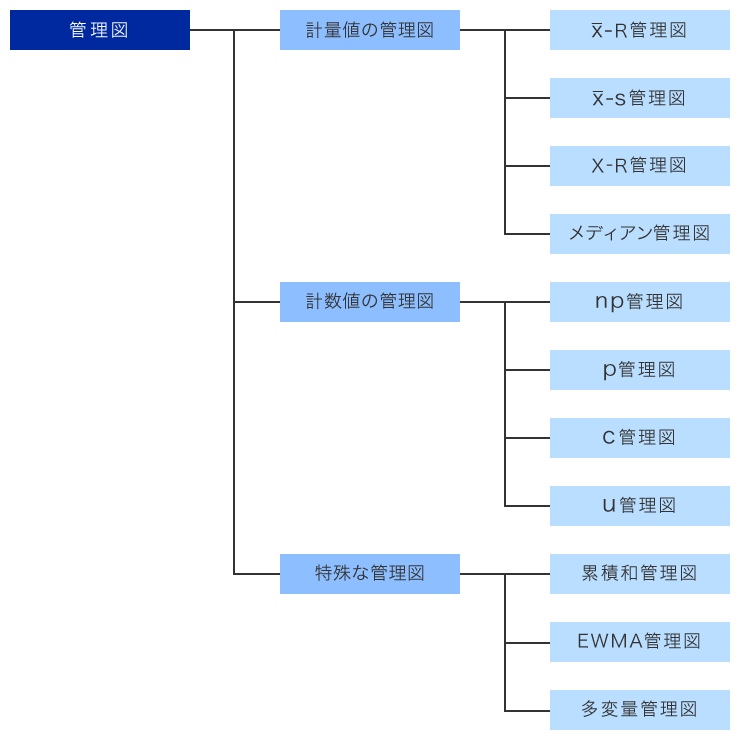
その他の管理図
今回紹介したp管理図は、「シューハート管理図」という分類に含まれます。
シューハート管理図の他にも特殊な管理図として「CUSUM管理図」や「EWMA管理図」「多変量管理図」などがあり、それぞれの分野で活用されています。以下は、それら管理図の概要です。
| CUSUM管理図 | 「累積和管理図」ともいわれます。個々の測定値の目標値からのズレの累積和や、サブグループの統計量を表します。工程の平均における小さな変化の検出に使用します。 |
|---|---|
| EWMA管理図 | 「指数重み付き移動平均管理図」ともいわれます。最小値と最大値の影響を受けない、工程平均の小さな変化を特定するために使用します。 |
| 多変量管理図 | 関がある2つ以上の工程の変数を検出するときに使用します。多くの種類が存在する管理図には、それぞれ役割があり、それらを使い分けることで効率の良い品質管理が可能になります。 |
管理図の種類
検査の費用対効果
検査が重要であることは、製造に関わる人々の常識です。しかし、検査に大きな費用と時間がかかり、事業を圧迫するようでは意味がありません。検査の費用対効果は、売上高と検査費用が損益分岐点を超えない以下の条件が成立しなければなりません。
a:検査費用/1個の製品N:製品数b:損失/1個の不良品p:不良率

でも、
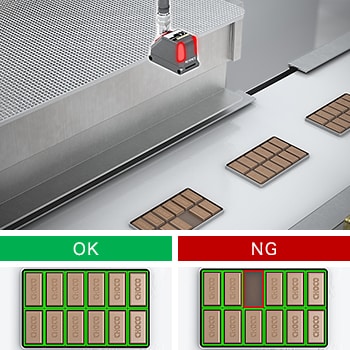
「画像処理システムは高額」
「ハイエンド機器は難しい」
画像センサなら、そんな問題も簡単にクリア。多くの高度な撮像能力と使いやすさをまとめたパッケージはセンサの設置台数を抑え、高いレベルで費用対効果の要求を満たします。
完成したp管理図から、何が分かるのでしょうか。
次回はp管理図の読み方から、工程の状況を探ってみましょう。
- 関連ページ
