


輪ゴム・Oリングの測定(1/2)
- 分類:
- 難易度の高い寸法測定
形状が安定しない、柔らかい製品を正確に測るには?
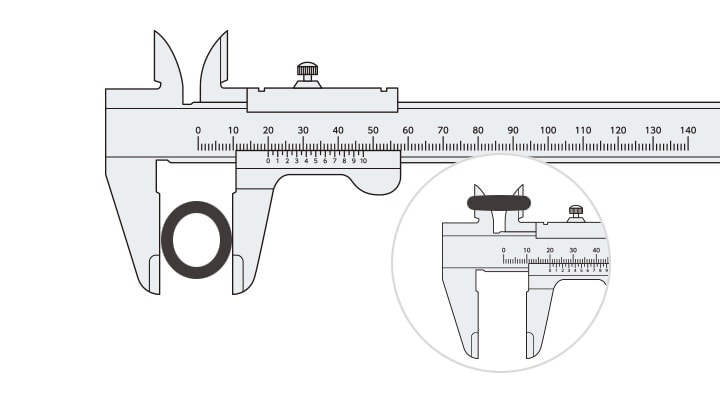
金属やセラミックスのような硬度の高い素材なら、ノギスやマイクロメータで挟んでも変形する心配はありませんが、合成樹脂や紙のような柔らかい素材は変形による測定誤差が発生する恐れがあります。そして、数ある柔らかい素材の中でもゴム、特に輪ゴムやOリングといった“リング状のゴム製品”は測定が困難な製品の代表格です。
変形しやすいので形状が安定せず、さらに線膨張係数は鉄の12(×10-6/℃)に比べて110(×10-6/℃)と非常に高くなっています。ゴムの種類によって線膨張係数は多少異なりますが、変形しやすいうえに熱膨張で誤差も出やすいという、測定者にとっては悩ましい存在でしょう。そんな輪ゴムやOリングなど、柔らかい素材の測定について考察したいと思います。
ゴム製品に関する寸法公差について
製造工程でばらつきが発生しやすいゴム製品ですが、国内で統一の寸法公差表がないことも測定者を悩ませる要因ではないでしょうか? そこで測定の際には、「工業用ゴム製品寸法公差表(VDI:ドイツ技術者協会)」や「ゴム成形品の寸法公差表(ISO3302-1 Class M)」、また金属の切削加工などに適用される「長さ寸法に対する普通公差(JIS B 0405)」などが利用されています。
ただし、JIS B 0405は金属にも適用した寸法公差なので、ゴム製品では不可能な精度もあります。また近年では技術革新によって高い寸法精度が求められるケースも増え、自社で寸法公差規格を設定している企業も増えています。
工業用ゴム製品寸法公差表(VDI:ドイツ技術者協会) 単位:mm
| 寸法区分 | 1級 | 2級 | 3級 |
|---|---|---|---|
| 0.3~3 | ±0.2 | ±0.3 | ±0.4 |
| 3~6 | ±0.2 | ±0.4 | ±0.5 |
| 6~10 | ±0.3 | ±0.5 | ±0.6 |
| 10~18 | ±0.3 | ±0.6 | ±0.8 |
| 18~30 | ±0.4 | ±0.8 | ±1.0 |
| 30~50 | ±0.5 | ±1.0 | ±1.5 |
| 50~80 | ±0.6 | ±1.2 | ±2.0 |
| 80~120 | ±0.7 | ±1.4 | ±2.5 |
| 120~180 | ±0.8 | ±1.6 | ±3.0 |
| 180~250 | ±1.0 | ±2.0 | ±4.0 |
| 250~315 | ±1.2 | ±2.5 | ±5.0 |
| 315~400 | ±1.5 | ±3.0 | ±6.0 |
| 400~500 | ±1.5 | ±3.5 | ±7.0 |
| 500~ | ±0.4% | ±0.8% | ±1.5% |
ゴム成形品の寸法公差表(ISO 3302-1 Class M) 単位:mm
| 寸法区分 | クラスM1 | クラスM2 | クラスM3 | クラスM4 | ||||
|---|---|---|---|---|---|---|---|---|
| 超 | 以下 | F | C | F | C | F | C | F/C |
| 0 | 4.0 | ±0.08 | ±0.10 | ±0.10 | ±0.15 | ±0.25 | ±0.40 | ±0.50 |
| 4.0 | 6.3 | ±0.10 | ±0.12 | ±0.15 | ±0.20 | ±0.25 | ±0.40 | ±0.50 |
| 6.3 | 10 | ±0.10 | ±0.15 | ±0.20 | ±0.20 | ±0.30 | ±0.50 | ±0.70 |
| 10 | 16 | ±0.15 | ±0.20 | ±0.20 | ±0.25 | ±0.40 | ±0.60 | ±0.80 |
| 16 | 25 | ±0.20 | ±0.20 | ±0.25 | ±0.35 | ±0.50 | ±0.80 | ±1.00 |
| 25 | 40 | ±0.20 | ±0.25 | ±0.35 | ±0.40 | ±0.60 | ±1.00 | ±1.00 |
| 40 | 63 | ±0.25 | ±0.35 | ±0.40 | ±0.50 | ±0.80 | ±1.30 | ±1.60 |
| 63 | 100 | ±0.35 | ±0.40 | ±0.50 | ±0.70 | ±1.00 | ±1.60 | ±2.00 |
| 100 | 160 | ±0.40 | ±0.50 | ±0.70 | ±0.80 | ±1.30 | ±2.00 | ±2.50 |
| 160 | - | ±0.3% | ±0.4% | ±0.5% | ±0.7% | ±0.8% | ±1.3% | ±1.5% |
※Fは「Fixed dimension」で、バリ厚やゴム成形時に金型の変異の影響を受けない箇所
※Cは「Closure dimension」 で、バリ厚やゴム成形時に金型の変異の影響を受ける場所
長さ寸法に対する普通公差(JIS B 0405) 単位:mm
| 公差等級 | 記号 | F | M | C | V | |
|---|---|---|---|---|---|---|
| 説明 | 精級 | 中級 | 粗級 | 極粗級 | ||
| 基準寸法の区分 | 0.5以上 | 3以下 | ±0.05 | ±0.10 | ±0.20 | - |
| 3を超え | 6以下 | ±0.05 | ±0.10 | ±0.30 | ±0.50 | |
| 6を超え | 30以下 | ±0.10 | ±0.20 | ±0.50 | ±1.00 | |
| 30を超え | 120以下 | ±0.15 | ±0.30 | ±0.80 | ±1.50 | |
| 120を超え | 400以下 | ±0.20 | ±0.50 | ±1.20 | ±2.50 | |
| 400を超え | 1000以下 | ±0.30 | ±0.80 | ±2.00 | ±4.00 | |
※JIS B 0405(1991)より抜粋
Oリングについては、JIS B 2401で寸法と寸法公差が規定されていますが、高い精度を求める企業では独自規格を設けているケースもよくあります。さらに高い寸法精度を求める場合は、ISO 33021を参考にする場合もありますが、金属と変わらない高い精度が求められるため、高精度な検査方法や検査機器の導入が必要不可欠です。



