板金加工などでの曲げRを正確かつ瞬時に測定する方法
金属材料の曲げ加工は、金属特有の展延性を利用した加工方法で、板金加工をはじめとする金属加工の工程において多く利用されています。
曲げは、材料の強度に大きく関わるため、適切な曲げRに加工しなければ、変形や強度低下、破損の原因につながる恐れがあります。そのため、曲げRの測定は品質に大きく関わります。
このページでは、代表的な工法である板金加工を例に、曲げRの基礎知識や計算方法、不良発生の対策から、従来の曲げR測定における課題、そして作業効率と正確性を飛躍的に向上できる最新の測定方法までを解説します。
- 曲げRとは
- 板金加工での曲げ加工
- 板金加工での曲げ加工の応力と注意点
- 曲げRを用いた曲げ展開寸法の計算方法
- 割れ対策と最小曲げR
- 従来の曲げR測定の課題
- 曲げR測定における課題解決方法
- まとめ:正確な測定が難しい、曲げ部分・曲げRの形状測定を飛躍的に改善・効率化
曲げRとは
曲げRとは、金属などの板材や管材(パイプ)・棒材などをプレスやロールなどを用いた塑性加工で曲げ加工した際、曲げた位置から曲げの中心部までのR(半径)のことです。「曲げ半径」や、外側の角度を示す曲げ角と区別するために「内曲げR」とも呼ばれ、英語ではbending
radiusといいます。
材料の板厚や径によって、それぞれ素材を割らずに曲げ加工が行える限界(最小曲げR)があり、部位や用途によっても適切な曲げRを設定する必要があります。また、加工後に材料が抵抗する応力によって仕上がりの曲げRの値に影響することがあります。
板金加工での曲げ加工
曲げRが重要となる代表的な工程の1つとして板金加工が挙げられます。板材の曲げ工程では、上部金型のパンチ(上型)と下部金型のダイ(下型)とで挟んでプレスする「プレスブレーキ」が代表的な工法です。下図のV曲げの他にも、緩やかなカーブを持つ「R曲げ」や、1回のプレスで板材の2点を同時に曲げU字型に加工する「U曲げ」など加工する形状や材料に応じて多種多様な金型が使用されます。
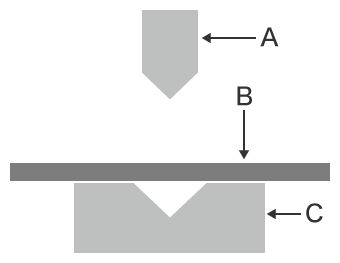
- A
- パンチ(上型)
- B
- 板材
- C
- ダイ(下型)
- D
- プレス
板厚が厚い場合、「Rパンチ金型」と呼ばれる上型、通常のV曲げでも溝が深いダイ(下型)を使用することがあります。なお、曲げRの値が大きい場合は、板材を少しずつ移動させながらRをつけたり、または、 「ラジアスルーラー」と呼ばれる設定されたRに曲げるためのパンチが用いられたりすることがあります。
板金加工での曲げ加工の応力と注意点
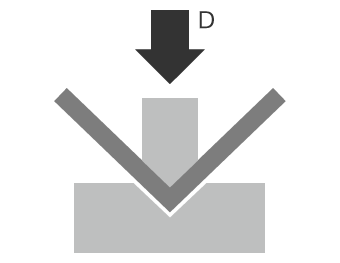
曲げ加工された板材には、下記の応力が生じます。材料の板厚や硬度によっては、それらが曲げRの値に大きく影響することがあります。
- A
- 曲げR
- B
- 圧縮応力
- C
- 引張応力
- D
- 中立軸
- ・圧縮応力
- 板厚の中立軸※に対し内側は圧縮され、材料内部に圧縮に抵抗する力が生じます。
- ・引張応力
- 外側は引き伸ばされるため引張方向に力を受けた時に材料内部に発生する引張に抵抗する力が生じます。
- ※板厚内部でこれらのいずれの力も加わっていない面を「中立軸」といいます。
プレス加工後に金型から材料を外したとき、材料内部に残った圧縮応力と引張応力で材料が反発し、加工部の曲げ角度が開いてしまう場合があります。これを「スプリングバック」といい、材質が硬いと圧縮応力や引張応力が大きくなる傾向により、発生しやすくなります。目的の角度よりも過剰に角度をつけて曲げる手法(オーバーベント)での対応が必要となります。
また、板厚が厚くなると中立軸が内側にずれてしまうなど、材質や板厚によってスプリングバック量を見極め、加工条件を設定することが重要です。
曲げRを用いた曲げ展開寸法の計算方法
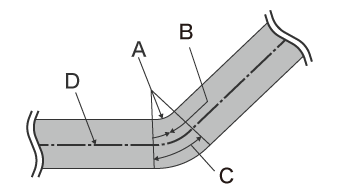
安定した曲げ加工のシミュレートに必要となる曲げ展開寸法は、曲げRから中立軸までの距離を求めることで概算することができます。直線部分A・Bは曲げによる変化がないため、そのままの数値を使用します。
曲げ部の中立軸移動率(λ:ラムダ)は、材料の板厚や硬度、曲げ角度、内曲げRによって異なりますが、板厚の約20~45%程度の位置になるといわれています。加工現場では、実際の経験値を採用します。曲げ展開寸法の計算式を以下に示します。
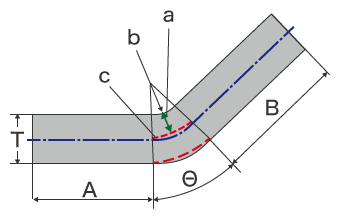
- a
- 曲げRから中立軸までの距離
- b
- 曲げR
- c
- 曲げ部中立軸
L=A+B+(R+T×λ)×2п×θ/360
L=展開寸法
A・B=曲げ応力のない部分の長さ
R=曲げ内側R(半径)
T=板厚
θ=曲げ角度
λ=中立軸移動率(%)※経験値を採用
割れ対策と最小曲げR
曲げ加工における問題点として、曲げ部分のクラック(ひび割れ)や割れ目・裂け目といった欠陥が生じてしまうことが挙げられます。これは、材料の圧延方向と深く関係しており、加工する材料の方向に注意が必要です。一般に、材料の圧延方向に対して平行に曲げ加工するとクラックなどの欠陥が生じやすくなります。特にSUS材やアルミ材で発生しやすい現象です。
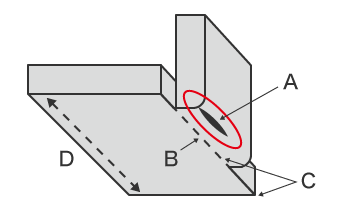
- A
- 割れが発生しやすい部位
- B
- 曲げ線
- C
- 曲げ線と外形線の一致
- D
- 圧延方向と曲げ線が平行
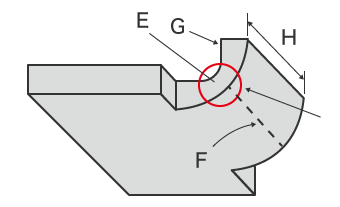
- E
- 曲げ部の板厚つぶれ
- F
- 曲げ線
- G
- 破断面
- H
- 曲げ幅が板厚の8倍未満
このような不具合を回避するために最小曲げRを守る必要がありますが、その値は、材質・板厚・金型などによって数値が変化するため、計算式で適正値を求めることは困難であるといわれています。このため、実際の加工現場では経験や実験に基づいて最小曲げRを設定したり、割れが発生しにくよう対策して設計・加工を行うことが重要です。たとえば、下記のような対策が考えられます。
- 曲げ線を圧延方向と直角にする。
- 展延性の高い素材を選択する。
- 結晶粒度が細かい材質を選択(または熱処理によって細かく)する。
- 曲げ線と外形線を一致させないことによって、曲げに伴う材料の伸びが不十分で割れやすくなるのを防ぐ。
- 金型で抜いた素材の場合、破断面よりもせん断面の方が伸びやすく割れにくいため、ダレ面が曲げ外側になるようにする。
- 板厚の8倍以上の曲げ幅をとる。
このように、設計や材料などに配慮し、割れなどの欠陥を防止しても、曲げ加工が公差内の適切な形状に仕上がっていなければ意味がありません。次に曲げRの測定方法とその課題や解決方法について説明していきます。
従来の曲げR測定の課題
曲げ加工は精度を求めれば求めるほど、材料や設計、プレス金型を工夫しても、不良発生を完全に防ぐことは困難となります。割れや欠け(クラック)、スプリングバックによる曲げRの開きといった形状不良は、歩留まり率の低下や製品の品質不良・破損といったトラブルにつながります。
そのため、金型のトライ時や材料・加工条件の変更時はもちろん、実際に加工した製品をできるだけ多く、正確に形状測定・検査することがとても重要となります。曲げRの測定には半径測定器やラジアスゲージといったハンドツールのほか、三次元測定機や投影機などが用いられます。しかし、従来の測定機を使った曲げR測定では、さまざまな課題がありました。
三次元測定機での曲げR測定の課題

一般に、三次元測定機で曲げ部分を測定するには、対象物の測定したい面の複数の部位にプローブ先端の接触子を当てる必要があります。
測定範囲が広い場合、測定ポイントを増やすことで、より多くの箇所の測定値を取得し、測定精度を向上させることができます。
しかし、これには下記のような課題がありました。
- 測定に時間を要します。特に広範囲をできるだけ高い精度で測定するには、多点を測定する必要があるため多くの手間と時間がかかります。
- 小型ワークの入り組んだ部分や形状、曲げRの大きさによっては接触子を当てることが困難な場合がありました。
- 測定には技術と経験が求められ、限られた人しか測定することができないため、効率的に測定作業を進めることができません。
- 測定データの集計や値の算出にも専門知識や技術、そして多くの工数が必要です。
投影機での曲げR測定の課題

投影機は、光学測定機の一種で測定の原理は光学顕微鏡に似ています。対象物を台に乗せ、下から光を当てることで、対象物の輪郭がスクリーン上に投影されます。
大型のものではスクリーンが直径1mを超えるものもあり、拡大出力した図面と上手く重ねて2次元形状の差異を目視で確認するなど、大がかりかつ習熟性が問われます。
投影機による測定では、下記のような課題があります。
- 対象物をセットする際、水平出しする必要があります。サンプルの形状によっては、測定できない場合があります。
- 曲げ加工した対象物は立体的な形状であるため、対象物横側から2次元形状の投影では、曲げた部位全体の面の状態を判断することができません。
- 人によって測定方法が微妙に異なるため測定値にバラつきやすくなります。さらに、寸法や図面との相違箇所の数値を取得できず、輪郭形状はトレース紙に転写するなどが必要で、データの保存や比較が困難です。
このように、現場の誰もが正確に測定できるわけではなく、また、測定できない箇所もあります。さらに、対象物の形状によってはサンプル切断が必要になるなど、多くの課題がありました。
曲げR測定における課題解決方法
従来から使用されている一般的な測定機では、立体的な対象物・測定箇所に対して点での接触や2次元輪郭形状の比較を利用しているため、測定値の信頼性が低い、または数値の取得が困難といった課題があります。
こうした測定の課題を解決すべく、キーエンスでは、ワンショット3D形状測定機「VRシリーズ」を開発しました。
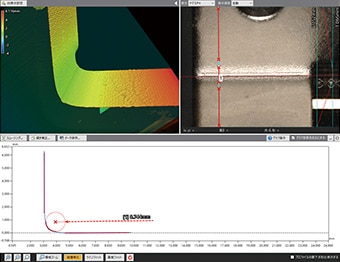
対象物の3D形状を非接触で、かつ面で正確に捉えることができます。また、ステージ上の対象物を最速1秒で3Dスキャンして3次元形状を高精度に測定することができます。このため、測定結果がバラつくことなく、瞬時に定量的な測定を実施することが可能です。ここでは、その具体的なメリットについて紹介します。
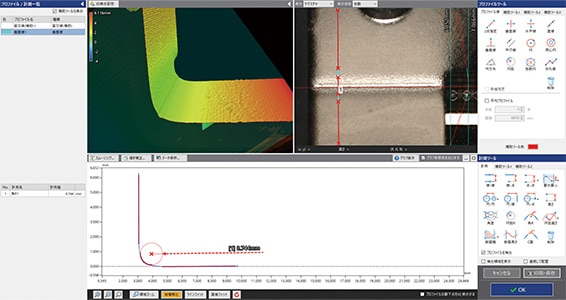
メリット1:最速1秒。「面」で対象物全体の3D形状を一括取得
「VRシリーズ」は最速1秒で、面データ(ワンショットで80万点のデータ)を瞬時に取得することができます。曲げ部分全体の最大・最小の凹凸を正確に測定し、評価することができます。
また、任意の箇所のプロファイル測定が可能です。測定後であっても対象物を再びセットすることこなく、3Dスキャンしたデータから、別の箇所のプロファイルデータを取得することもできます。

メリット2:簡単操作で、誰が測っても測定値がバラつかない
対象物をステージの上に置き、ボタンを押すだけの簡単操作で、3D形状の測定を実現しました。対象物の特徴データから自動的に位置補正が可能なため、シビアな水平出しや位置決めは不要です。また、対象物の大きさを判断して測定範囲を自動設定・ステージ移動する「Smart Measurement機能」を業界で初めて搭載し、測定長やZ範囲などを設定する手間を一切排除しました。

さらに、豊富な補助ツールを使用することで、目的の測定内容を簡単に設定することができます。
簡単設定に加えて、初心者でも簡単な操作を実現しているため、測定に不慣れな人でも最速1秒で正確な測定が可能です。そのため、試作品やトライだけでなく、製品の測定・検査におけるN数増やしも簡単に実現します。








まとめ:正確な測定が難しい、曲げ部分・曲げRの形状測定を飛躍的に改善・効率化
「VRシリーズ」なら、高速3Dスキャンにより非接触で対象物の正確な3D形状を瞬時に測定可能です。曲げ部分の半径や面の凹凸、難しい測定も最速1秒で完了。従来の測定機における課題をすべてクリアすることができます。
- 対象物を切断することなく断面測定が可能です。
- 人による測定値のバラつきを解消し、定量的な測定が実現します。
- 位置決めなどなしに、ステージに対象物を置いてボタンを押すだけの簡単操作を実現。測定作業の属人化を解消します。
- 簡単・高速・高精度に3D形状を測定できるため、短時間で多くのN数に対応可能。品質向上に役立てることができます。
他にも、過去の3D形状データやCADデータとの比較、公差範囲内での分布なども簡単に分析できるため、製品開発や製造の傾向分析、抜き取り検査などさまざまな用途で活用することができます。
