コプラナリティ検査の課題を解決する測定方法
自動車の電子制御化の発展や、スマートフォン、ウェラブルデバイスなどの普及と小型化などを背景に、それらに搭載される電子部品の小型化・高密度化への要求が高まっています。
一方で、小型かつ高密度に組み付けられた電子機器においては、少しの負荷によっても実装基板や表面実装デバイス接続部の浮きなどによる不具合が生じる場合があります。特に自動車や航空機では、人命にも関わるため、小型化と同様に・ICチップなどの半導体パッケージの表面実装デバイス(SMD)やコネクタのピンなどの接続品質を追求する必要があります。そこで重要となるのが、コプラナリティ検査です。
ここでは、電子デバイスの実装品質に大きく関わるリードやピン、ボールなど接続部分のコプラナリティの基礎知識や測定方法、測定における課題と最新の改善方法について解説します。
- コプラナリティとは
- コプラナリティ測定の重要性と品質への影響
- 従来のコプラナリティ測定における課題
- コプラナリティの測定における課題解決方法
- まとめ:困難だったコプラナリティ測定を飛躍的に改善・効率化
コプラナリティとは
コプラナリティ(英語:coplanarity)とは、日本語で「共平面性」、つまり複数の点が同一平面上に存在する性質や状態を意味する言葉です。表面実装デバイスやコネクタなど電子部品におけるコプラナリティとは、PGAのピンやBGAのはんだボール、コネクタのコネクタピンなどの接触点の最も高い箇所と最も低い箇所の間の最大値を表したものです。「面均一性」や「端子平坦度」とも呼ばれます。
たとえば、完全に平坦な基板表面を基準線として、そこに表面実装デバイスを置いたとき、許容されるコプラナリティの値は、基板表面とピンまたははんだボールの複数の接触点間の最大ギャップで、公差として定義されます。なお、混同されやすい要素として「スタンドオフ」があります。これは、基板取付け面とデバイスのパッケージ本体(モールド)の下面までの距離を表します。
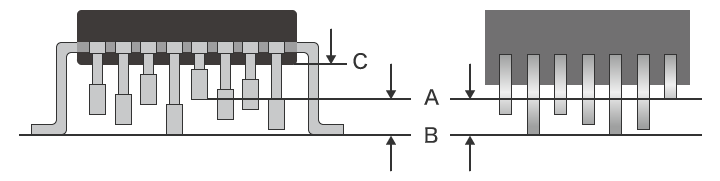
- A
- コプラナリティ
- B
- 基準線
- C
- スタンドオフ
コプラナリティ測定の重要性と品質への影響
電子部品の接触点に、許容範囲(公差)外のギャップがあった場合、電子デバイスの基板実装時に接続不良やコネクタの接触不良が生じたり、また、使用時のわずかな負荷が、接続不良などの原因になったりする可能性があります。
電子部品のピン、はんだボール、リードといった接続部分のコプラナリティを測定・検査することは、部品そのものの品質、組み付け時の品質、そして出荷後の市場における信頼性にまで繋がります。
特に、実装基板やデバイスに負荷が掛かると肉眼では見えないクラックやパッケージに割れなどの不具合が生じます。また、ピンやリードなどの先端部などははんだ接合部が浮いてしまうという問題も生じます。さらには、パッケージへの負荷により、樹脂部などにわずかな通気口が生まれることで内部腐食の原因となるケースもあります。
ピンやはんだボール、リードなどの接点部品は、プレス加工・塑性加工・鍛造加工・切削加工、さらに樹脂で覆い固めるなどの工程を経て製造されるため、機械的または熱ストレスを受けます。そのため、コプラナリティは、単にその2次元的な寸法計算のみでは、図面通りの形状に製造できていると判断できないことがあります。傾きや曲がりなど3次元的な形状変化によっても、ピッチやコプラナリティのバラつきが生じ、接続不良の原因となります。
従来のコプラナリティ測定における課題
従来のコプラナリティの測定方法とその課題について説明します。
隙間ゲージでのコプラナリティ測定の課題
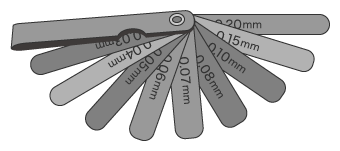
隙間ゲージとは、金属の薄い板を隙間に入れて寸法を測る測定工具です。シクネスゲージやシックネスゲージとも呼ばれています。一般に、0.03~1.00mmまでの狭い隙間を測ることができます。
すきまゲージでの測定では、下記のような課題がありました。
- 手作業で対象物(ICパッケージのリードフレームなど)を接触させて隙間を測定します。しかし、この方法では測定値のバラツキが大きく、慎重に扱わなければ、電子部品が破損してしまいます。測定・検査には多くの手間と時間がかかるため、全数検査は困難です。
- 測定結果をデータとして出力できないため、レポート化や不良率の傾向分析などを実施するには、まず手入力でデータを打ち込む必要があります。
顕微鏡でのコプラナリティ測定の課題
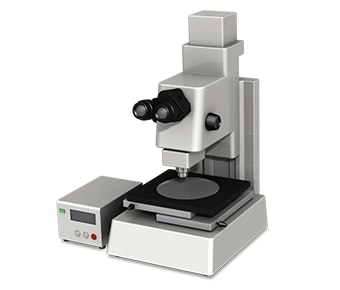
金属顕微鏡や実体顕微鏡を基に測定用の顕微鏡として開発された測定顕微鏡は、1μm程度の測定精度を出すこができます。また、ステージの移動量を数値で確認することができます。
顕微鏡を使った測定では下記のような課題がありました。
- 測定する方向に自由度がないため、立体的に配置された複数のピンを測定するには、治具でさまざまな方向にワークを固定して測定する必要があり、時間がかりました。
- 寸法を目視で確認する必要があるため、測定する人によって誤差が発生しました。
コプラナリティの測定における課題解決方法
従来から使用されている一般的な測定器具や顕微鏡では、コプラナリティを測定・検査するには多くの手間や時間を要するほか、測定値のバラつきが発生するという大きな課題がありました。また、接触式の測定器具では、小型化する電子デバイスの測定への対応が困難であるほか、測定時に対象物が破損してしまう懸念もありました。
こうした測定の課題を解決すべく、キーエンスでは、ワンショット3D形状測定機「VRシリーズ」を開発しました。
「VRシリーズ」は、対象物の3D形状を非接触かつ面で正確に捉えます。ステージ上の対象物を最速1秒で3Dスキャンして3次元形状を高精度に測定することができます。そのため、測定結果がバラつくことなく、瞬時に定量的な測定・検査を実施することが可能です。ここでは、その具体的なメリットについて紹介します。
メリット1:簡単・スピーディな形状測定が可能
「VRシリーズ」は、ワークをステージ上に置くだけ。自動でステージ移動して位置を合わせて形状を瞬時にスキャンする簡単操作を実現しました。これにより、測定箇所の違いなどによる測定値のバラつきが生じません。
また、適切な治具を選んで固定するなどの事前設定なく、複数のピンやリード、はんだボールのコプラナリティや形状を一括で測定できるため、測定にかかる時間を飛躍的に短縮することができます。


メリット2:3D形状を可視化。スムーズなデータ活用を実現
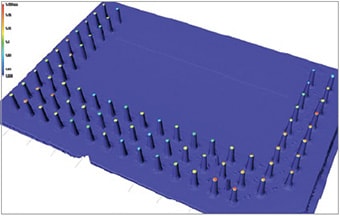
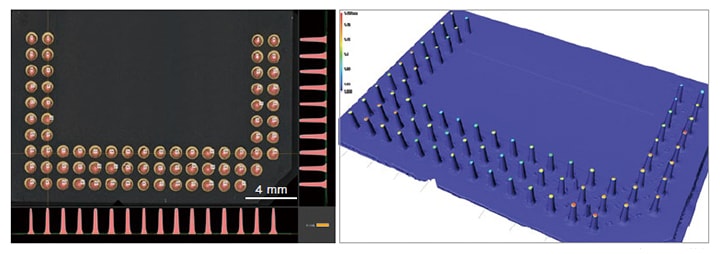
「VRシリーズ」は、対象物の面全体の3D形状をスキャンしてデータ化するため、視覚的にわかりやすい画像データを出力することが可能です。
たとえば、多数並んでいるピンやリードの曲がりや傾きによる高さの違いを一括で捉え、その差を色分けした3D画像などで表現することができます。それにより、対象物のどの箇所のコプラナリティが公差外で、どのような形状が問題を招いているかを具体的に把握することができ、不良原因の発見と再発防止にも役立てることがきます。また、このような画像データを利用して、わかりやすいレポートを簡単に作成したり、他の部門と情報共有したりといった運用が実現します。
まとめ:困難だったコプラナリティ測定を飛躍的に改善・効率化
「VRシリーズ」であれば、非接触で瞬時に対象物の3D形状を面でスキャンして測定可能です。電子部品のコプラナリティ測定においては、従来の測定課題を解決するだけでなく、業務効率も飛躍的に向上します。
- 非接触のため、繊細な電子部品が測定圧などで破損してしまう恐れがありません。
- ステージに対象物を置くだけ。自動的に位置決めして測定できるため、測定値のバラつきがなく、スピーディな検査が実現します。
- 多数並んでいるピンやリード、はんだボールのコプラナリティを一括で瞬時に測定することができます。
- 3D画像で高さの差を色分け表示するなど、視覚的にわかりやすい画像データを出力可能。わかりやすいレポートの作成も簡単に実現します。
従来の電子部品の測定課題をクリアし、対象物を面で瞬時に一括測定できる「VRシリーズ」は、電子部品の小型化・高密度化といった現代のニーズに対応しながらも、測定やレポート化にかかる工数や作業効率を大幅に向上することができます。
