プレス成形品の平行度を簡単に測定する方法
塑性加工の一種であるプレス加工では、プレス後の材料に残る応力によって発生するスプリングバックなどの作用により、設計通りの形状にならない場合があります。特に、板材を曲げ加工(ベンディング)によりクランク型やコの字に曲げる場合は、角の部分が指定の角度にならず、平行度が指定の公差から外れてしまうことがあるので、注意が必要です。さらに近年、自動車車体の製造においては鋼板の引張強度の基準が引き上げられており、高精度でプレス加工することを困難にしています。
これらプレス加工の課題に対し、ここではプレス加工の平行度に注目。平行度の考え方を基本に、平行度の測定に当たって知識、さらに平行度測定の課題とその解決方法について説明します。
平行度不良の原因:スプリングバック
プレス加工において注目すべき平行度は、プレス加工機のボルスタとスライド面の平行度と、成形品の平行度です。ボルスタとスライド面の平行度が正しくないと、スライドが垂直運動していても曲げ角度や絞りのしわ押さえに影響が出たり、金型の寿命が短くなります。また、プレス加工後の成形品の平行度の異常は、主に成形品内部に存在する残留応力(内部応力)によって発生します。この変形をスプリングバックといい、プレス加工において寸法精度を守ることを困難にしている原因になっています。
スプリングバックの種類
スプリングバックが発生する原因は、プレス下死点における成形品内部の応力状態を調べることで追及することができます。たとえば、曲げ成形では成形下死点の曲げ外側に引張応力、曲げ内側に圧縮応力が発生します。そして、金型離型によって板厚方の応力差によるモーメントが発生し、角度が変化します。代表的なスプリングバックには、金型肩R部での角度変化や縦壁の反り、ねじれ、稜線反りなどがあります。以下にその原因となる応力と不良の事例を紹介します。
- A
- 曲げの稜線
- B
- 角度変化
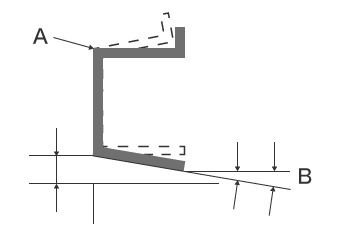
- 角度変化:
- 板厚方向の応力差により、曲げ部分の角度が変化する不良です。
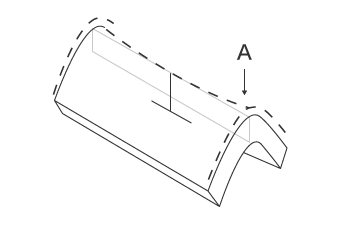
- A
- 壁反り
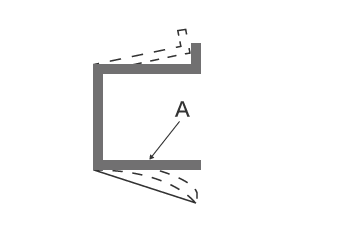
- 壁反り:
- 長手方向の応力差により、壁面が反る不良です。
- A
- ねじれ
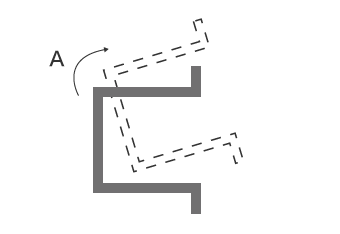
- ねじれ:
- 板厚方向の応力差と、面内方向への応力が原因で全体がねじれる不良です。
- A
- 稜線反り
- 稜線反り:
- 板厚方向の応力差により、曲げ稜線が反る不良です。
平行度のスプリングバック対策
スプリングバックへの対策は、スプリングバックが発生する方向と逆の方向に形状を変える金型の設計が一般的です。つまり、スプリングバックの量と方向をプレス金型に織り込むことで、寸法公差を達成することができます。
従来、この対策は勘と経験を基に多くのテストを行い、金型を修正してきました。しかし、スプリングバックは鋼板の引張強度に比例し高くなる傾向にあり、大きなスプリングバックに対しては従来の方法では金型の修正回数が多くなります。これに対し、近年ではFEM(Finite
Element
Method:有限要素法)によるシミュレーションを用いた金型設計が用いられるようになっています。
また、その他の対策としては、1回のストロークで2回曲げる「2段階曲げ」、パンチの刃先面の両隅に出っ張りを施す「ストライキング」、さらに加工材の曲げる部分にV字型の窪み(Vノッチ)を付けてから曲げる「開先加工」などがあります。
なお、これらはスプリングバックの発生原因がわかっている場合に採ることができる対策です。実際のプレス成形品の形状は複雑であり、スプリングバックの原因の特定は困難です。このため、成形品の各部を綿密に測定しスプリングバックの各要素に対する対策を試すという手法が採られる一方で、より効果的な手法が求められています。
スプリングバック量の計算について

概算でも構わないので、スプリングバック量を計算できれば、加工前に対策を立てることができます。しかし、スプリングバック量を予測する計算式は複雑であり、基本的には金型設計時に使用されています。ご参考までに、以下にその式を記載します。

- Δθ
- スプリングバックによる角度変化
- θon
- 加圧時の曲げ角度(°)
- θoff
- スプリングバック後の曲げ角度(°)
- σB
- 鋼板強度(N/mm2)
- R
- パンチ曲率半径(mm)
- E
- 鋼板ヤング率(=206000N/mm2)
- t
- 鋼板厚(mm)
※ σB(鋼板強度)とE(鋼板ヤング率)は、材料固有の値です。
曲げ加工の刃先はスプリングバック量を見込んで作られています。それに加えてスプリングバックによる誤差を計算することは困難です。つまり、スプリングバック量は計算するより内径Rで調整する方が容易です。また、板厚のバラつきや加工機のスペックの差などの影響もあり、計算したとしても実際の値との誤差が大きくなるため、成形後の測定による寸法公差の確認は必要です。
従来の平行度測定の課題
平行度は、基準となる完全な仮想的平面や直線に対して、成形品の平面や直線がどれだけ平行になっているかを示す数値です。仮想的な平面や直線を設定しての測定が必要であるため、ノギスやマイクロメータというハンドツールによる測定は困難です。このため、プレス成形品の平行度は、三次元測定機やCNC画像測定機で測定されてきました。しかし、これらの測定機による平行度の測定には緻密で高い技術と熟練が必要であり、以下のような測定課題がありました。
三次元測定機での平行度測定の課題

一般に、三次元測定機で反りを測定するは、対象物の測定したい面の隅4か所以上にプローブ先端の接触子を当てる必要があります。
たとえば、プレート部材の場合、6~8点を測定することが一般的です。測定範囲が広い場合、測定ポイントを増やすことで、より多くの箇所の測定値を取得し、測定精度を向上させることができます。
平行度の測定においては、下記のような課題がありました。
- 点で接触して測定をする必要があるため、基本的に全体形状を取得することは困難です。
- より多くの測定値を得るために多点測定するには、多くの時間を要してしまううえ、全体の形状を詳細に把握することはできません。
CNC画像測定機の平行度測定の課題

一般に、画像測定機ではステージにセットした対象物をCCDカメラで読み取り、三次元測定を行います。カラー画像による観察も可能ですが、平行度の測定では下記のような課題があります。
- 対象物に突起があると、誤検出する場合があります。また、測定ポイントなどの設定が異なると、測定精度にバラつきが出ます。
- X、YさらにZなど、測定項目が増えるとプログラムが複雑になり、高い専門知識が必要になると同時に設定工数がかさみます。このため、測定する対象物の数に比例して、測定時間が長くなります。さらに、測定室が必要である、測定室を基準温度にしておく必要があるなど、現場の誰もが正確に測定できるわけではないということが大きな課題でした。
平行度測定における課題解決方法
従来から使用されている三次元測定機では、立体的な対象物・測定箇所に対して複数の点に接触して測定するため、測定に時間がかかります。また、人によるバラつきなど測定値の信頼性の低さや数値のデータ化や計算、傾向分析といった後処理も容易ではないといった課題がありました
こうした測定の課題を解決すべく、キーエンスでは、ワンショット3D形状測定機「VRシリーズ」と3Dスキャナ型三次元測定機「VLシリーズ」を開発しました。
対象物の3D形状を非接触で、かつ面で正確に捉えることができます。また、ステージ上の対象物を最速1秒で3Dスキャンして3次元形状を高精度に測定することができます。このため、測定結果がバラつくことなく、瞬時に定量的な測定を実施することが可能です。ここでは、その具体的なメリットについて紹介します。
VRシリーズ:メリット1 ワンショットで80万ポイントを測定、測り直し不要
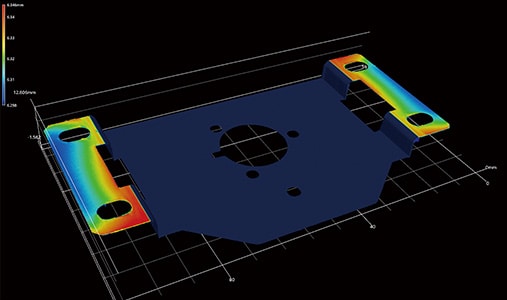
1回の測定で、200mm×100mmという広範囲の形状を「面」で測定し、80万ポイントの点群データを収集。線や点による測定ではないので、測り直しは不要。測定時間を短縮できます。また、平行度や直角度などデータムを必要とする測定も簡単。さらに、測定データはすべて保存されるので、保存したデータ同士を比較したり、3D設計データと比較することもできます。
三次元測定機やCNC画像測定機と異なり、ステージに置いた対象物の特徴を抽出し、自動的に位置補正することができます。これまで多くの手間と時間を要した厳密な位置調整は不要です。測定作業が属人化することなく、不慣れな方でも簡単・瞬時に測定することができます。
「VRシリーズ」なら、複雑な形状の平行度も、ステージに置いてボタンを押すだけの操作で、正確な形状測定が可能です。
VRシリーズ:メリット2 複数の測定データで定量的な比較・解析が可能
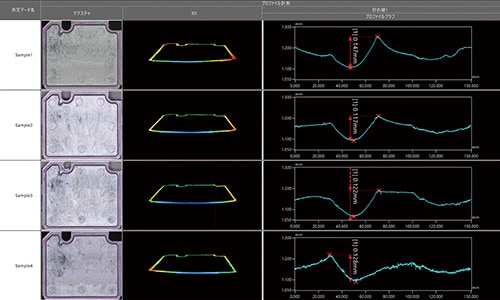
最速1秒で対象物全体の3D形状を面でスキャンして測定できる「VRシリーズ」は、従来に比べ簡単な設定で多くの対象物を定量的に測定することができます。また、測定箇所や測定ポイントの数が変わっても、設定に時間がかかりません。
こうして効率良く収集した複数の測定データは、一覧表示できることはもちろん、すべてのデータに同じ解析内容を一括適用することが可能です。
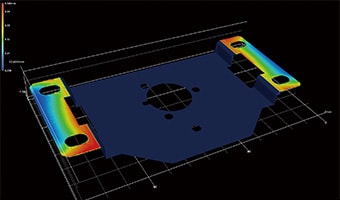
これにより、複数の対象物の形状データの差異を一目で確認することができます。たとえば、複数データの平行度を一括解析し、OK品と比較してNG品にどれだけの反りがあるか、定量的な評価が素早く簡単に実現します。
さらに、豊富な補助ツールを使用することで、目的の測定内容を簡単に設定することができます。
簡単設定に加えて、初心者でも簡単な操作を実現しているため、測定に不慣れな人でも最速1秒で正確な測定が可能です。そのため、試作品やトライだけでなく、製品の測定・検査におけるN数増やしも簡単に実現します。








VLシリーズ:メリット1 表裏360°まるごとスキャンで非破壊測定
3Dスキャナ型三次元測定機「VLシリーズ」は表裏360°の形状をまるごとスキャンできます。
これにより、これまでは肉厚の測定をする際に、製品を切断する必要があった断面形状の測定も切断不要。「VLシリーズ」なら、誰でも簡単に非破壊で断面形状の測定ができ、簡単に肉厚を管理することができます。
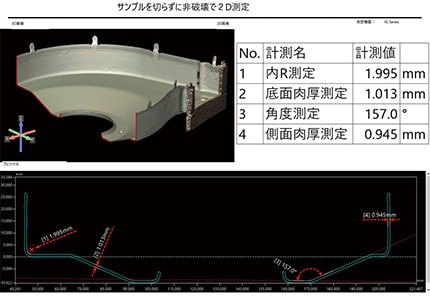
また、スキャンしたデータをCADと比較することができるので、最適な金型寸法を簡単に把握でき、スプリングバックによる問題を解決できます。さらに、曲面形状を持つワークでも、非接触で正確な3Dデータを取得可能です。非接触で数百万点の形状データを取得できるので、複雑な形状のワークでも全体の形状を把握できます。
VLシリーズ:メリット2 治具や固定を必要とせずに正確な測定
プレス品を治具などで無理に固定すると変形が発生し、ありのままの形状を正しく測定できませんでした。
「VLシリーズ」なら、非接触でまるごとスキャンしたデータをCADと比較し、最適な金型寸法を簡単に把握でき、スプリングバックによる問題を解決することができます。
また、曲面形状の場合、接触式の測定機で複数の点を測定しても、全体の形状を把握することは困難でした。
「VLシリーズ」なら、非接触で数百万点の形状データを取得するので、これまで測定が困難だったワーク全体の形状も、ありのままに把握することが可能です。
まとめ:プレス成形品の平行度測定の課題を根こそぎ改善・効率化
「VRシリーズ」、「VLシリーズ」なら、高速3Dスキャンにより非接触で対象物の正確な3D形状を瞬時に測定可能。小さな部品や大きな部品、複雑な形状の部品の平行度も瞬時に測定完了。従来の測定機における課題をすべてクリアすることができます。
- 非接触かつ面で捉えるので、触針が届かない部分も断面測定が可能。小さな部品の平行度も簡単かつ正確に測定することができます。
- 豊富な補助ツールで人による測定値のバラつきを解消。定量的な測定が実現します。
- 位置決めなどなしに、ステージに対象物を置いてボタンを押すだけの簡単操作を実現。測定作業の属人化を解消します。
- 簡単・高速・高精度に3D形状を測定できるため、短時間で多くの対象物を測定することができ、品質向上に役立てることができます。
他にも、過去の3D形状データやCADデータとの比較、公差範囲内での分布などを簡単に分析できるため、製品開発や製造の傾向分析、抜き取り検査などさまざまな用途で活用することができます。
-
- より高精細・高精度での測定ならワンショット3D形状測定機
VRシリーズ -
カタログで詳しく見る

- より高精細・高精度での測定ならワンショット3D形状測定機
-
- 大型の製品・360°全面スキャンなら3Dスキャナ型三次元測定機
VLシリーズ -
カタログで詳しく見る

- 大型の製品・360°全面スキャンなら3Dスキャナ型三次元測定機

