反りの測定方法と効率化の秘訣
平面の反りを測定する測定機としては、ダイヤルゲージや形状測定機、三次元測定機などがあります。しかし、反りは、立体的な変形であるため、点や線で測定する従来の測定方法では、そりを正確に測定することは困難でした。
対象物の形状やサイズによっては、従来の方法で反りを正確に測れない箇所や、物理的に測定そのものが不可能な箇所が発生するケースが多くあります。
ここでは、反りの基礎知識や測定方法、従来の測定課題、そして最新の解決方法について解説します。
反りとは
反りとは、文字通り物体が弓のように湾曲している状態を指す言葉です。一般に工業製品における反りは、板状の対象物の湾曲のことで、「平面度」が規定の公差値を超えているかどうかを指します。
平面度とは
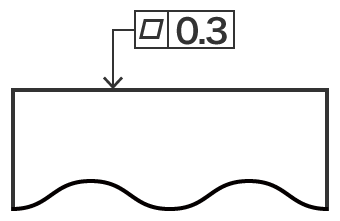
平面度は、英語でflatnessといい、JISでは「平面形状の幾何学的に正しい平面からの狂いの大きさ」と定義されています。図面上では、次のように指示されます。
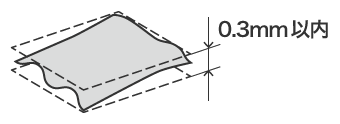
仮に完全に平らな2つの平面で対象物を上下から挟んだとき、その幅の示す値が平面度です。つまり、対象物がどれくらい平らな面であるべきかという公差を指定し、最も出っ張った部分と最もへこんだ部分が、上下に離れた2つの平面の間に挟まれた一定の距離になければなりません。
上の図面が示す平面度の公差指定のイメージを次に示します。
反りの発生原因と影響
製品・部品の反りは、材質や製造・加工の方法によってさまざまな原因と影響があります。その例を下記に挙げます。
樹脂成形品の反り
樹脂(プラスチック)成形では、樹脂材料の固化時の収縮差や金型の冷却温度差、材料配向などが原因となり、成形品に反りが生じます。
また、射出成形の場合、射出・保圧の時間や圧力などが反りの原因になる場合があります。
ウェハの反り
ウェハは各工程でストレス(機械的応力)を受けます。多くの場合、そうしたストレスがウェハ表裏面に対して不均衡にかかることにより、反りが発生します。特に研磨工程では、加工面への応力が強い場合、残留応力によって凸状の反り(順反り)または凹状の反り(逆反り)が発生することがあります。
反りのあるウェハでは、チップ不良が生じる以外にも、ハンドリング時のバキュームリークによる吸着不足で、ウェハが落下するなどのトラブルを招くことがあり、歩留まり率に影響します。
プリント基板の反り
電子部品の小型化・高密度実装化が進んだことで、リフロー方式による実装が一般的になりました。しかし、リフロー実装工程での加熱が原因となって、基板に反りが生じる場合があります。
リフロー加熱時、基板に反りが発生すると、実装したICリードに浮きが生じてしまい、実装不良・接続不良を招くことがあります。
また、実装後の通電・使用時の発熱でも基板が反ってしまうことがあり、部品の接点に不具合が生じて故障の原因となる場合があります。
金属板の反り
プレスなど各種の金属加工時にかかる熱や残留応力は、代表的な反りの発生原因です。
しかし、ワイヤー放電加工などで金属板を抜き取った、プレス加工用のプレート部材自体もまた平面度が保てていなければ、加工後の製品の形状に影響します。金属部材は、熱膨張によっても反りが生じるため、部材の保管温度のほか、治具・加工機の温度への配慮も重要です。
反りの測定の重要性と課題
先に挙げた反り発生の例以外でも、熱や残留応力などによって反りが発生するケースは少なくありません。不良発生や故障などを防止し、高い品質を維持するには、加工前の部材や加工後の製品の反りを正確に測定することが重要です。
反りの測定方法は下記のようにさまざまです。
- アームにダイヤルゲージを固定し、対象物をなぞりながら数値の変化を読み取る方法。
- 平らな測定面を持つ透明なガラス製の基準原器、オプティカルフラットを接触させながら縞模様(光並干渉縞:ニュートンリング)の本数で測定する方法。
- 輪郭形状測定機や三次元測定機などを使って測定方法。
しかし、従来の接触式測定機を用いた反りの測定では、下記のような課題がありました。
輪郭形状測定機での反り測定の課題
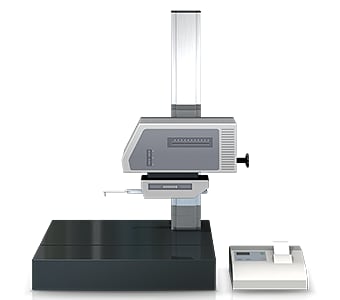
輪郭形状測定機とは、スタイラスと呼ばれる触針を用いて対象物の表面をなぞることで、その輪郭形状を測定、記録する装置です。
近年は触針の代わりにレーザーを用いて、非接触で輪郭をなぞることで複雑な形状の測定に対応した機種もあります。また、機種によっては上下両面の測定が可能なものもあります。
輪郭形状測定機を用いた反り測定では、下記のような課題がありました。

- A
- 右上がり
- B
- 右下がり
- 対象物を線でなぞって測定するため、反りを把握できません。
- 対象物の表面全体がどのような状態なのかを把握できません。
- 表面実装後の基板のように、本来測定したい面以外に凹凸(チップ)があると反りがあるかどうかを測定することが困難です。
- 線での基準面設定は困難なため、測定誤差が発生することがあります(図)。
三次元測定機での反り測定の課題

一般に、三次元測定機で反りを測定するは、対象物の測定したい面の隅4か所以上にプローブ先端の接触子を当てる必要があります。
たとえば、プレート部材の場合、6~8点を測定することが一般的です。測定範囲が広い場合、測定ポイントを増やすことで、より多くの箇所の測定値を取得し、測定精度を向上させることができます。
反り測定においては、下記のような課題がありました。
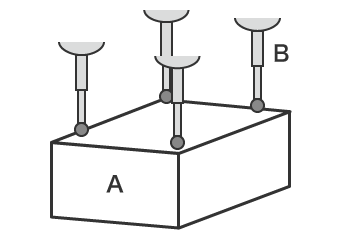
- A
- 対象物
- B
- プローブ
- 点で接触して測定をする必要があるため、基本的に全体形状を取得することは困難です。
- より多くの測定値を得るために多点測定するには、多くの時間を要してしまううえ、全体の形状を詳細に把握することはできません。
反り測定における課題解決方法
従来の接触式測定器は、点や線で形状を測定するため、対象物の測定したい面全体を測ることができませんでした。また、測定精度を向上させるために、多点測定しても、反りを含む正確な形状を把握することが困難なうえ、多くの工数を要してしまいます。また、多くの場合、反りの測定には経験や知識、技術を要します。測定できる人員の確保や人による測定値のバラつきも大きな課題でした。
こうした測定現場の課題を解決すべく、キーエンスでは、ワンショット3D形状測定機「VRシリーズ」を開発しました。
「VRシリーズ」は、対象物の3D形状を非接触かつ面で正確に捉えます。シビアな位置決め不要で、ステージ上の対象物を最速1秒で3Dスキャンし、3次元形状を高精度に測定することができます。そのため、測定結果がバラつくことなく、定量的な測定・検査が瞬時に実現します。ここでは、その具体的なメリットについて紹介します。
メリット1:面で形状をスキャン。全体の形状を瞬時に把握
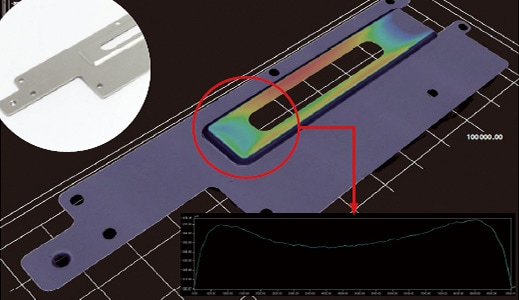
たとえば、プレス加工のなかでも条件出しの難易度が高い「絞り加工」。機械的応力によって材料に意図しない変形が生じることがあり、反りなどの形状不良の発生には注意が必要です。
「VRシリーズ」であれば、ステージ上に対象物を置いて、スキャンするだけ。位置決め不要で、対象物全体の3D形状を面で捉えます。
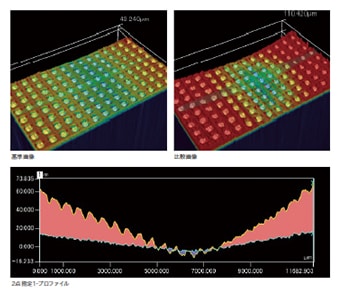
対象物全体の高さの色分け表示や任意の箇所のプロファイル測定も可能なため、形状不良箇所とその詳しい数値などを可視化して把握することができます。それにより、型や成形条件など不良原因の特定や調整もスムーズに行うことができます。
もちろん、定量的に測定した形状データが得られるため、反りを許容値(公差)の数値で管理したり、傾向分析に役立てることも可能です。

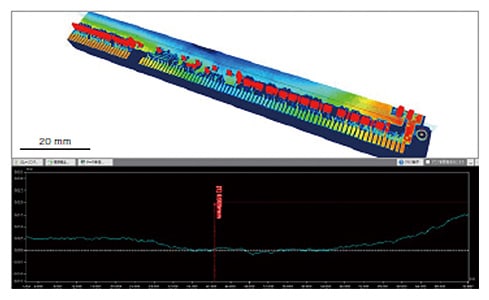
メリット2:非接触、最速1秒の高速スキャンで、全体のそりも簡単に把握
基板はリフロー工程での加熱によって反りが生じることがあり、リード浮きなどの原因となります。しかし、従来の接触式測定機では、表面実装後の基板全体の反りを測定することは困難でした。
「VRシリーズ」なら、実装後の基板もステージ上に載せて最速1秒で全体の形状を非接触でスキャンすることができ、基板全体の反りはもちろん、実装部品の浮きも瞬時に把握することができます。さらに、不良部分など任意の箇所のプロファイルデータを取得できるため、形状変化の詳しいデータを素早く取得することができます。
対象物のシビアな位置決めは不要。対象物をステージに置くだけで、自動的に画像を補正するため、定量的な測定・検査を素早く簡単に実施することができます。
メリット3:複数の測定データで定量的な比較・解析が可能
最速1秒で対象物全体の3D形状を面でスキャンして測定できる「VRシリーズ」は、従来に比べ短時間で多くの対象物を定量的に測定することができます。こうして効率良く収集した複数の測定データは、一覧表示できることはもちろん、すべてのデータに同じ解析内容を一括適用することが可能です。
これにより、複数の対象物の形状データの差異を一目で確認することができます。たとえば、複数データの平面度を一括解析し、OK品と比較してNG品にどれだけの反りがあるか、定量的な評価が素早く簡単に実現します。
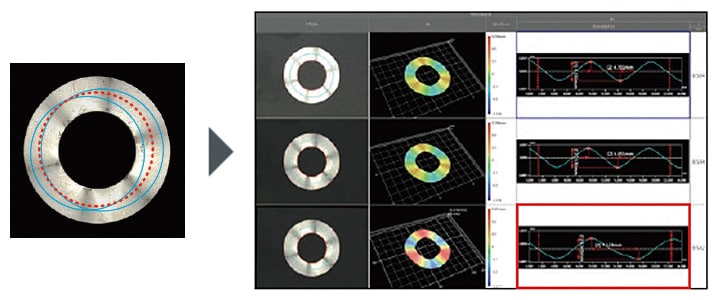
- 左
- 従来の測定機…測定箇所のズレ・測定値のバラつきにより、正確な比較が困難。
- 右
- VRシリーズ…位置決め不要で瞬時に測定。複数の測定結果を並べて、同一の解析内容を一括適用し、定量的な比較・解析が簡単に実現。
まとめ:測定しづらい反りの測定を飛躍的に改善・効率化
「VRシリーズ」なら、高速3Dスキャンにより非接触で対象物の反りなど正確な3D形状を瞬時に測定可能です。
- 面で捉えるため、対象物全体において反っている箇所の把握、そして任意の箇所のプロファイル測定が可能です。
- 位置決めなしに、対象物をステージに置いてボタンを押すだけの簡単操作で測定が完了。
- 簡単・高速・高精度に3D形状を測定できるため、短時間で多くの対象物を測定することができます。
- 複数の測定データの定量的な比較・解析が簡単に実現します。
他にも平面度の公差を設定することで、OK/NG品の判別や、データを活用したNG品の分析が手軽に行えます。実装基板など従来は不可能だった対象物の反り測定を可能とし、スピーディで正確な反り測定、そして測定作業の飛躍的な効率化とシームレスなデータ解析を実現します。
