金型摩耗の測定課題を解決する
金型は、自動車部品や建築材、日用品、さらに電子部品の造形加工に不可欠です。これら金型の製作費用低減や寿命向上は、製品のコストや品質に直結するため、金型の技術改善は私たちの暮らしに重要な意味を持っています。
ここでは、各種素材の造形加工に欠かせない金型について、その使用中に発生する摩耗を考察し、現在得られている知見を基に型寿命向上のための対策を整理します。また、金型摩耗の測定について、従来の測定方法の課題とその解決方法を紹介します。
金型摩耗とは
金型摩耗とは、金型を継続して使用しているうちに、部品どうしの摩擦によって金型の表面が摩耗する現象です。金型摩耗の形態には「異常摩耗」と「正常摩耗」があります。異常摩耗は部材や形状が適切でなかったり、金属疲労、腐食などによる摩耗です。一方、正常摩耗は、部品の接触や摺動によって、少しずつ表面がすり減っていく摩耗です。
異常摩耗
異常摩耗が発生すると、金型のキャビティやコアに動作不良や破損といった、致命的なダメージが生じます。代表的な異常摩耗には、以下の5種類があります。このうち、金型において多く見られる異常摩耗はアブレシブ摩耗と凝着摩耗で、この2つの摩耗形態は「かじり」ともいわれます。
- アブレシブ摩耗:
- アブレシブ摩耗には、「二元摩耗」と「三元摩耗」があります。二元摩耗は軟らかい方の部材に硬い方の部材が食い込んで発生する摩耗です。また、三元摩耗は硬質の摩耗粉(硬質粒子)などにより、金型表面が機械的に削り取られる現象で、「引っかき摩耗」ともいわれます。
-
二元摩耗 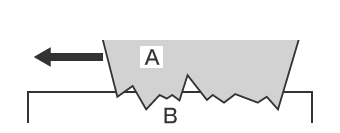
- A
- 硬い部材
- B
- 軟らかい部材
三元摩耗 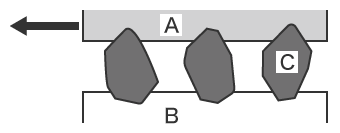
- A
- 硬い部材
- B
- 軟らかい部材
- C
- 硬質粒子
- 凝着摩耗:
- 部材の突起どうしの接触部が凝着を起こし、凝着部が剥離して摩耗する現象です。「焼付き」ともいわれます。
-
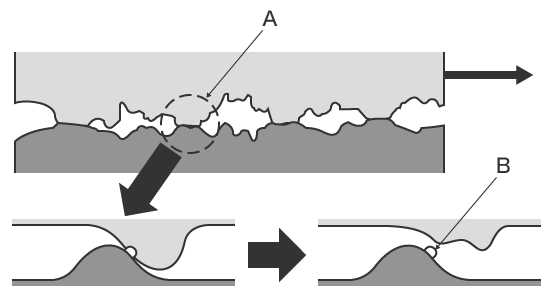
- A
- 接触部
- B
- 凝着して剥離
- 疲労摩耗:
- アブレシブ摩耗も凝着摩耗も発生しない場合の摩耗です。作動と停止の繰り返しにより金属が疲労した結果、発生する摩耗です。繰返し応力により、表面が加工硬化を起こし、時間が経過すると微かな割れが発生します。微かな割れは、やがて亀裂になり表面が剥離します。このなかで、微かな割れを発生させるせん断応力は、表面から少し内部に入ったところで最大になります。そして、ここが起点となって亀裂が発生。うろこ状にはがれる現象(フレーキング)や、大きく面状にはく離する現象(ピーリング)が発生します。
- 微動摩耗(フレッティング摩耗):
- はめ合い部分の表面に摩擦力を伴った微小な繰り返し運動(フレッティング)により発生する微細なピッチング状の摩耗です。微動摩耗を起こした表面には、微細な亀裂が発生します。この部分には外部荷重とフレッティングによる摩擦力が複合して働くため、疲労に対する強さが本来の1/2以下に低下し、疲労破壊により破断する場合があります。
- 腐食摩耗:
- 腐食性の雰囲気の中で金属間に生じた電位差によって摺動部が欠落し、さらに摩擦が加わって急速に損傷する摩耗です。「化学摩耗」とも呼ばれます。摩擦の機械的作用と気体や液体の雰囲気との化学的作用によって発生し、液体雰囲気での発生は「エロージョン・コロージョン」ともいわれます。
正常摩耗
正常な使用において凝着摩耗やアブレシブ摩耗が発生しない摩耗です。正常摩耗は、初期摩耗と定常摩耗に分類されます。初期摩耗は「なじみ摩耗」ともいわれ、運転開始後、部材の微細な凸凹が取れた状態の摩耗です。定常摩耗は、使用を続けることで発生する正常摩耗で、定常摩耗が管理された予定寸法に到達した場合に新しい部品と交換するようにすれば金型の故障や不具合を未然に防止することができます。
異常摩耗の対策
ここでは、金型の異常摩耗のなかでも代表的な形態であるアブレシブ摩耗と、凝着摩耗の対策について説明します。
アブレシブ摩耗の対策
アブレシブ摩耗の対策は、二元摩耗と三元摩耗では異なります。
- 二元摩耗の場合:
- 二元摩耗への対策としては、部材の硬度を高めることや炭化物を多く含んだ鋼種の適用が挙げられます。また、一般的には表面が硬質である程、耐摩耗性は良好になるため、金型への焼入れや窒化処理などが有効です。
- 三元摩耗の場合:
- 三元摩耗に対しては、機械の摺動面を完全に密封し、土砂や研削性の粒子が混入しないようにします。また、混入した場合に速やかに除去できるように、潤滑系統にフィルタを設置するなどの対策も有効です。
凝着摩耗の対策
凝着摩耗の対策は、必要な硬度と靭性を備えた金型素材の使用が考えられます。しかし、実際には金型素材の改善のみによる対策には限界があります。このため、金型表面とワークとの摩擦係数を下げ、凝着を起こさないような対策が必要です。特に潤滑の最適化は重要で、潤滑剤の均一塗布や潤滑切れを起こさないような金型設計、さらに加工条件の最適化が求められます。また、硬質表面処理も摩擦係数を下げるために効果的です。
従来の金型摩耗の測定課題
金型の摩耗が、許容値内であるかどうかの確認は非常に重要です。特に、高圧で成形する金型の場合は、高精度かつ定量的な3D形状の測定が求められます。
これまで、金型摩耗の測定は、輪郭形状測定機または三次元測定機で行ってきました。しかし、従来の三次元測定機や輪郭形状測定機などの場合、正確に測定するには難易度が高くバラつきが出るなど、さまざまな課題がありました。また、測定データの定量化が難しく、金型の経年劣化の傾向などの分析は困難でした。
輪郭形状測定機による金型摩耗の測定課題
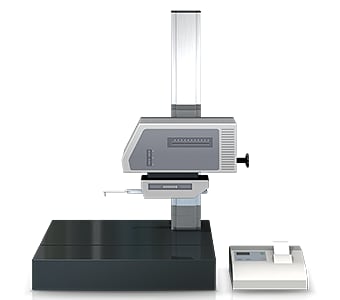
輪郭形状測定機は、スタイラスと呼ばれる触針を用いて対象物の表面をなぞることで、その輪郭形状を測定、記録する装置です。近年では触針の代わりにレーザーを用いて、非接触で輪郭をなぞることで複雑な形状の測定に対応した機種もあります。また、機種によっては上下両面の測定が可能なものもあります。
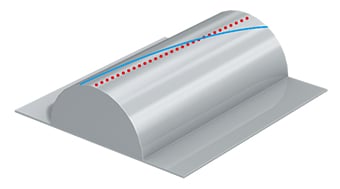
輪郭形状測定機では、測定ポイントに対して、正確な測定ラインを取る必要があります。
そこで、下記のような課題がありました。
- 金型を治具に固定したり、水平出ししたりなどの作業に時間がかかってしまいます。また、正確に水平出しするためには、輪郭形状測定機に関する知識やスキルが必須です。
- 輪郭形状測定機の触針は、触針アーム上の支点を中心に上下に円弧運動し、触針先端位置はX方向にも動くため、X軸データにも誤差が発生します。
- 狙った通りに針を通す作業は非常に困難で、微妙な針のズレが測定値のバラつきの原因となります。
- 一部の測定値しか取れないので、面での評価ができません。
三次元測定機による金型摩耗測定の課題

一般的に、三次元測定機では測定箇所にプローブを当ててなぞらせる(走らせる)、「スキャニング(倣い)」という方法で測定します。スキャニング測定は、定ピッチで多点を測定します。
この測定方法には、下記のような課題があります。
- 円筒の中心や曲げに直行する線、円の中心を通る線など狙った通りに針を通すのは非常に困難です。また、中心角度が浅い角Rの場合、短い円弧から円周全体を算出するため、わずかな測定誤差が大きく拡大されます。このような測定箇所のズレが微妙な値のバラつきを生むこともあります。
- 小さな部分の3次元形状を測定する場合、プローブを測定位置に当てることができない場合があります。また、測定精度は測定する点や線の数に比例するため、多くの箇所を測定する必要があります。
このように、現場の誰もが正確に測定できるわけではなく、また測定できない箇所があり、さらに測定機の設置場所も限られていることなどが、大きな課題となっていました。
金型摩耗測定の課題解決方法
従来から使用されている一般的な測定機には、対象物の固定に時間がかかる、立体的な対象物・測定箇所に対して点や線で接触しながら測定している、という課題があります。こうした測定の課題を解決すべく、キーエンスでは、ワンショット3D形状測定機「VRシリーズ」を開発しました。
対象物の3D形状を非接触で、かつ面で正確に捉えることができます。また、ステージ上の対象物を最速1秒で3Dスキャンして3次元形状を高精度に測定することができます。このため、測定結果がバラつくことなく、瞬時に定量的な測定を実施することが可能です。ここでは、その具体的なメリットについて紹介します。
メリット1:最速1秒で多点測定可能
「VRシリーズ」はワンショット最速1秒、対象物の3D形状を面(80万点のデータ)で測定することができるため、これまで多点測定にかかっていた時間を飛躍的に短縮します。対象物表面全体の最大・最小凹凸を瞬時かつ正確に測定し、設定しておいた公差で、対象物の全箇所をすばやく評価することができます。これにより、摩耗量や欠けなどの定義が難しいステータスも管理ができます。

また、一度ワークをスキャンすれば、過去の測定時とは異なる箇所のプロファイル(断面形状)を測定することも可能です。わざわざ同一の個体を再び用意して再測定する必要はありません。

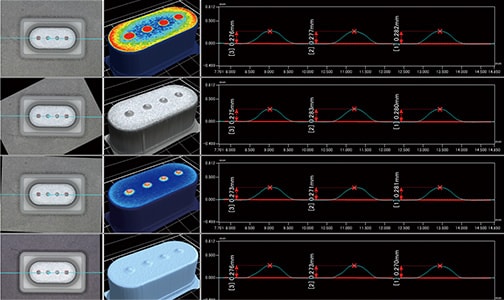
メリット2:比較測定可能。CADデータとの比較もできる。
「VRシリーズ」は、効率良くデータを収集できるばかりではありません。測定データは、一覧表示できることはもちろん、すべてのデータに同じ解析内容を一括適用することが可能です。
たとえば、新しい金型で作った製品と古い金型で作った製品の形状を測定し、金型による形状の差異を把握することができます。さらに、CADデータを読み込み、基準品と比較してNG品との間にどれだけの差があるかなども、一目で確認することができます。これにより、金型摩耗の定量的な分析・評価が簡単に実現します。
また、これまで多くの手間と時間を要した、複雑な形状の対象物も素早く測定できます。そして、測定結果はすべてデータ化されるため、後のデータ比較や解析作業の手間も、大きく軽減できます。
まとめ:測定しづらい金型摩耗の測定を飛躍的に改善・効率化
「VRシリーズ」なら、従来は測定に熟練を要したり、検査の実施回数に制限があったり、形状が複雑で測定できなかった金型の摩耗量もすばやく測定し、定量化することが可能です。これにより、より効率よく高いレベルで品質評価を実現することができます。
- 面で測定するので、同時に多点データの取得が可能。複雑形状の測定時間を大幅に短縮できます。
- 複数の測定データを一覧で比較でき、さまざまな摩耗による変形の違いを把握・解析することができます。
- プレスした製品をスキャンし、測定データをCADデータと比較することで、金型の摩耗状態を正確に把握することができます。
- 人による測定値のバラつきを解消し、定量的な測定が実現します。
- 位置決めなどなしに、ステージに対象物を置いてボタンを押すだけの簡単操作を実現。測定作業の属人化を解消します。
- 簡単・高速・高精度に3D形状を測定できるため、短時間で多くの対象物を測定することができ、品質向上に役立てることができます。
他にも、過去の3D形状データとの比較、粗さの分布などを簡単に分析できるため、長期間にわたる使用による金型摩耗の傾向分析、欠損状態の確認などさまざまな用途で活用することができます。
