線粗さ(JIS B 0601)の図示方法
工業分野で使用する図面には、機械部品、構造部材の表面性状を表す記号が使われています。
この記号の図示方法は、JIS B 0031-2003 で規定されています。
ここでは、表面性状を表す記号の記載方法について説明します。
用語説明
| 面の肌 | 機械部品、構造部材などの表面における表面粗さ、除去加工の要否、筋目方向、表面うねりなどの総称。 |
|---|---|
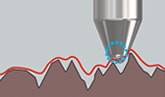
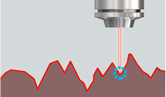
| 除去加工 | 機械加工、またはこれに準ずる方法によって、部品、部材などの表層部を除去すること。 |
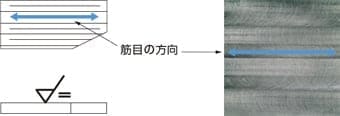
| 筋目方向 | 除去加工によって生じる顕著な筋の方向。 |
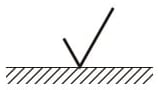
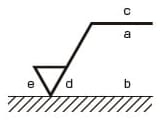
対象面を指示する記号および指示記号の位置
面の肌を図示するときに対象面を表示する記号は、60°に開いた長さの異なる折れ線で示します。
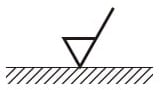

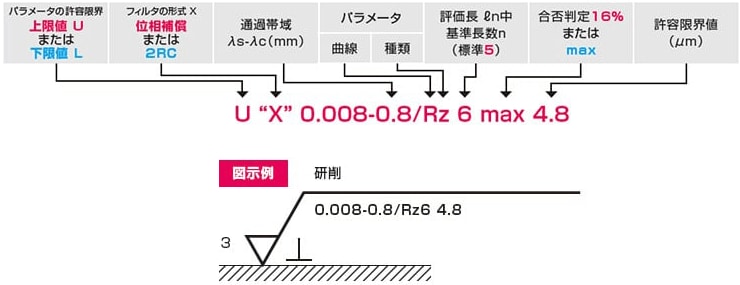
表面粗さの指示方法は、面の指示記号に対し、表面粗さの値、カットオフ値又は基準長さ、加工方法、筋目方向の記号、表面うねりなどを、次のように図示します。
- 通過帯域または基準長さ、表面性状パラメータ記号とその値
- 複数パラメータが要求されたときの二番目以降のパラメータ指示
- 加工方法
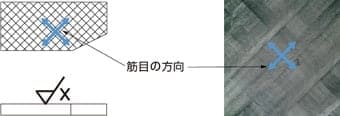
- 筋目とその方向
- ISO1302では、削り代を記入する
表面粗さを図示する場合、次のような記述が用いられます。ただ、一般的には標準条件の赤字は省略して図示し、青字の指示項目は必要なときに図示します。
| 記号 | 意味 | 説明図 |
|---|---|---|

|
加工による筋目の方向が記号を記入した図の投影面に平行
例形削り面、旋削面、研削面
|
|

|
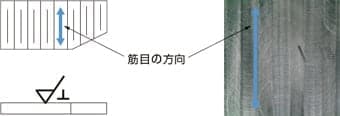
加工による筋目の方向が記号を記入した図の投影面に直角
例形削り面、旋削面、研削面
|
|

|
加工による筋目の方向が記号を記入した図の投影面に斜めで2方向に交差
例ホーニング面
|
|

|
加工による筋目の多方向に交差又は無方向
例正面フライス削り面、エンドミル削り面
|

|

|
加工による筋目が記号を記入した面の中心に対してほぼ同心円上
例正面旋削面
|

|

|
加工による筋目が記号を記入した面の中心に対して、ほぼ放射状
例端面研削面
|

|

|
筋目が、粒子状のくぼみ、無方向又は粒子状の突起
例放電加工面、超生上げ面、プラスチング面
|

|