遠心ポンプの寸法測定

造船業界は「古くて変化のない世界」と思われがちですが、実は常に環境への配慮や省エネ技術の導入などの変化が求められています。船舶には多くの設備が搭載されていますが、なかでも燃料油・潤滑油などの輸送やバラスト水の調整を行うポンプは船舶の運用効率に直結する重要な設備です。
船舶で使われるポンプには多くの種類がありますが、特に部品精度が要求される遠心ポンプをピックアップ。遠心ポンプの構造や機能といった基礎知識から、重要部分の寸法測定の課題と効率化について紹介します。

遠心ポンプとは

遠心ポンプは、遠心力を利用したポンプの総称です。インペラ(羽根車)の回転により流体にエネルギーを付与する非容積式ポンプの一種で、水や揮発油といった低粘度な液体からオイルのような高粘度な液体、さらにスラリーなどさまざまな流体を取り扱うことができます。
遠心ポンプの構造
遠心ポンプは、ケーシング(渦巻き室)内のインペラ(羽根車)をモーターで駆動させ流体を輸送します。遠心ポンプには、構造の違いにより多くの種類がありますが、代表的なものに渦巻きポンプ、タービンポンプがあり、これらは必要とされる揚程*によって使い分けられます。ここでは、これらの構造について説明します。
*揚程:ポンプが流体をくみ上げることができる高さ。
渦巻きポンプ
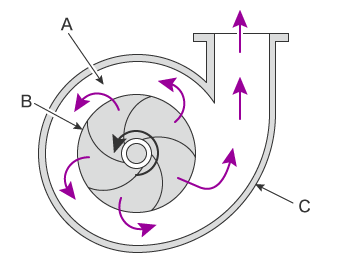
- A
- ボリュート
- B
- インペラ(羽根車)
- C
- ケーシング
渦巻きポンプは、ケーシング内のインペラに流体を流し、 遠心力で圧力をかけて流体の輸送を行います。回転するインペラから出た流体の速度が、ケーシングを通過するうちに徐々に減速して圧力に変換されます。約20m以下の比較的揚程が低い設備で使用されます。
タービンポンプ(ディフューザーポンプ)

- A
- インペラ
- B
- ガイドベン(ディフューザー)
- C
- ケーシング
タービンポンプは「ディフューザーポンプ」ともいわれ、渦巻きポンプのインペラの外にガイドベン(ディフューザー)とよばれる案内羽根を設けてインペラへの流体の流入を最適化し、より効率的に圧力を高めて流体を輸送するポンプです。ガイドベンを最適な角度に変えることができるタイプもあり、渦巻ポンプよりも高い揚程(約20m~30m以上)の設備でも使用できます。
遠心ポンプの用途
遠心ポンプは、幅広い揚程の能力を持つため、船舶の多くの作業に用いられています。なかでもバラスト水を注水/排水するバラストポンプと、液体や気体をカーゴタンクから陸上施設に移送するカーゴポンプは重要な設備です。
バラストポンプ
バラストポンプは、バラスト水タンク内のバラスト水を注水/排水するポンプです。船舶は、積み荷の重さや航路の水深・天候の変化に合わせてバラスト水タンク内のバラスト水の容量を増減し、喫水を調整します。これにより、船舶はあらゆる状況で理想的な浮力や操船を維持しつつ運航が可能になります。バラスト水の容量は、大型船舶では数百万ガロンにもなり、喫水の深さは操船に大きな影響を与えます。このため、バラストポンプには高速な動作で高精度であることはもちろん、確実に動作する安全性が求められます。
カーゴポンプ
カーゴポンプは、原油やLPG(Liquefied Petroleum Gas)などをカーゴタンクから陸上施設に移送するためのポンプです。タンカーの荷役作業においては重要な設備であり、多くのタンカーが、主カーゴポンプを遠心タイプとしています。LPGタンカーでは、「サブマージドポンプ」といわれるポンプとモーターが一体になったポンプが使われています。サブマージドポンプは、カーゴタンクの底に設置されており、LPGの液体に浸かっています。このため、マイナス数十℃の低温に耐えることができます。
遠心ポンプの寸法測定の必要性
船舶の設備は、航行中や海外の港など、すぐに修理ができない状況で使用されるケースが多くあります。また、これらのような場合は交換部品の入手も困難です。したがって、堅牢性や耐久性は最も要求される性能です。ポンプがこれらの機能を満たすには、高精度に加工された部品で正確に組み立てられていることが不可欠です。
ポンプは高速で回転するシャフトとそれに取り付けられたインペラ、インペラの外にディフューザーそして、これらを包むケーシングカバーなど、多くの部品で構成されています。シャフトの精度やインペラとディフューザーのクリアランスに狂いがあると、ポンプは仕様の性能を発揮できません。また、ポンプを架台に固定する基礎ボルトの穴位置やシャフトの高さ、バルブなどを接合するフランジ面の平面度・直角度などが正確でないと、高回転で動作するポンプの故障の原因になります。
これらのことから、船舶用ポンプが求める機能を満たすには、ポンプ部品の加工や組み立て精度、船舶への設置精度の測定が欠かせません。また多くの場合、測定箇所は測定箇所標準図などに記載されており、その数は膨大であるため測定には徹底した効率化が求められます。
遠心ポンプの寸法測定
遠心ポンプの重要部品といえば、ケーシングカバーが挙げられます。また、バルブなどを接合するフランジのガスケット座、さらに設置したポンプが正常動作するためには芯出し(シャフトアライメント)が適切であるかの確認が重要です。
ここでは、これらの測定にあたり留意すべきポイントについて説明します。
ケーシングカバーの寸法測定のポイント
ケーシングカバーは、ケーシングの開口部を覆うカバーです。ケーシングカバーは、ケーシングから流体が漏れることを防止するケーシングガスケットを挟んで、ボルトでケーシングに取り付けられます。
ケーシングガスケットは、材料によって最小設計締付圧力とガスケット係数が定められており、この値からケーシングカバーの厚みや取り付けに必要なボルトの数が決まります。さらにボリュートの形状やインペラとのクリアランスにも大きく影響するため、ケーシングカバーの寸法は正確に測定しなければなりません。
ガスケット座の寸法測定のポイント
ポンプはフランジで配管やバルブなどに接続し、流体は配管を通って移動しバルブの開閉によって流体の量を調節します。このうち、バルブにはさまざまな種類があり、口径の大きな場合はバタフライ弁(バタフライバルブ)が多く用いられます。
配管やバルブをポンプに接合するフランジのガスケット座には、流体による大きな圧力がかかるため、フランジを取り付けるボルトのP.C.D.(Pitch Circle Diameter)やガスケット座の平面度などの精度は重要な測定ポイントです。特にガスケット座は、面圧でガスケットをシールするため、加工精度が低いと流体の漏れの原因になります。
芯出し(シャフトアライメント)の測定のポイント
芯出し(シャフトアライメント)とは、モーターの軸からポンプの軸に動力を伝達するためシャフト同士を結合する際、両方の位置を測定してズレを修正することです。芯出しができていないと偏心回転による振動が発生し、シャフトを支えるベアリング(軸受)や結合されているモーターなどの故障の原因になります。
ポンプとモーターのシャフトの結合には、フランジが多く用いられています。このため、フランジどうしの外周の段差や角度、軸芯の同軸度や振れなどが測定のポイントとなります。また、設置時の架台の高さや平行度の測定も、重要なポイントです。
遠心ポンプの寸法測定の課題と解決法
遠心ポンプのような船舶に搭載する設備では加工中の寸法測定はもちろん、施工中の設置位置や角度などの測定も重要です。従来、これらの測定はノギスやメジャーで行い、設置時の誤差はテーパーライナーを入れて調整していました。しかし、測定や調整に時間がかかり、さらに基準面が把握できないという課題がありました。また、ノギスやメジャーといったハンドツールでは三次元的な形状を直接測定することができません。このため、測定できる箇所の値から演算によって三次元形状の寸法を得るといった根本的な問題も抱えています。
これらの問題を解決すべく、最新式の三次元測定機が活用されるケースが増えてきました。キーエンスのワイドエリア三次元測定機「WM-6000シリーズ」では、ワイヤレスプローブで船舶のバラストポンプやカーゴポンプのような大型ワークも高精度測定が可能です。測定範囲内ならインペラやケーシングの奥まった部分にも自由にアプローチでき、1人でもプローブを当てるだけの簡単操作で測定することができます。また、ノギス・メジャーなどの測定器具に比べて寸法・形状測定結果がバラつくことなく、定量的な測定が可能です。
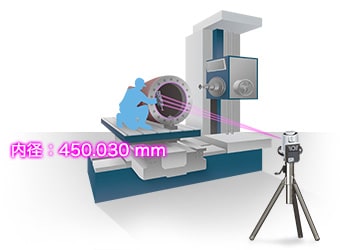
ケーシングカバーの最大寸法や厚みの寸法測定
通常、大型の船舶用遠心ポンプのケーシングカバーは、ノギス・メジャーを使って2人以上で測定します。また、測定箇所が多いため長い時間が必要です。
しかし、「WM-6000シリーズ」なら、1人で簡単かつ短時間で測定できます。また、手持ちのワイヤレスプローブを測定したいポイントに当てていくだけの直感的な操作なので、ケーシングカバーの最大幅や高さはもちろん奥まった部分の測定が可能です。ケーシングを取り付けるボルトのP.C.D.(Pitch Circle Diameter)やガスケット座の直角度も測定できます。さらに、持ち運びが可能なポータブルタイプなので、一般的な三次元測定機では不可能な加工機上での加工精度を三次元測定することもできます。
「WM-6000シリーズ」の測定イメージ
ケーシングカバーの測定画面イメージ


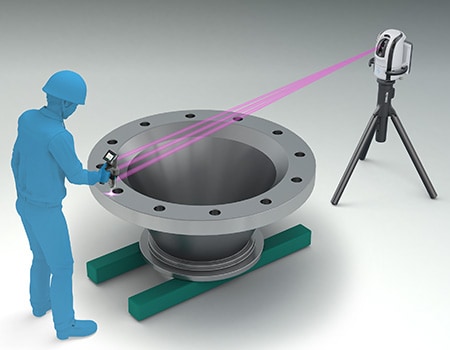
バルブのガスケット座の寸法測定
一般に、大型のバルブは鋳造した後に精度の必要な面を追加工して仕上げます。鋳造後のバルブを加工機にセットする際、底面のレベル出し・加工の軸出しのための寸法測定や、削りしろの寸法などを事前に測定しておく必要があります。また、加工後のガスケット座のひずみ・平面度・ボルト穴の位置・面角度なども重要な測定要素です。
大型のバルブは、門型の三次元測定機まで運ぶことも困難であるため、加工現場で長尺ノギスや長尺マイクロメータなどのハンドツールで測定します。しかし、これらハンドツールでは、三次元的な寸法や角度・仮想線の必要な寸法は測定できません。
「WM-6000シリーズ」は、持ち運びが可能なポータブルタイプなので、加工現場での測定が可能。手持ちタイプのプローブで測定箇所をタッチしていくだけなので、1人で測定できます。
また、CADデータとの比較や平面度や直角度・位置度のような幾何公差、さらに仮想線を用いた測定なども簡単に行えます。
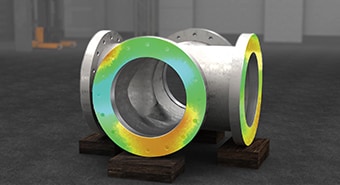
平面度・面角度の測定

ガスケット座のひずみカラーマップ
芯出し(シャフトアライメント)の測定
芯出し(シャフトアライメント)では、シャフトの位置を測定して芯出しの状態を確認します。芯出しでの寸法測定は、すでに設置されているポンプのメンテナンスでの作業になります。このため、設置されている場所で測定が行える測定機が必要です。
一般的に、芯出しの測定にはダイヤルゲージが多く用いられており、芯出しの状態はダイヤルゲージの数値で確認しています。しかし、この値は、芯出しの状態が同じでもダイヤルゲージの取り付け方や設備のサイズなどで大きく変わります。さらに、重力によるたわみ(ダレ)を考慮しなければならず、熟練者による測定が必要です。また、近年ではレーザーを使用した、芯だし専用の測定機などが活用されるケースもあります。
「WM-6000シリーズ」は、ポータブル仕様でスーツケースに入れて現場まで持ち込むことができ、現地で簡単に組み立てて測定を開始できます。最大25mの広範囲の測定エリアを1人で測定可能です。水平・垂直方向の傾斜角度とオフセットを測定することで芯ズレ状態を正確に把握することができます。また、中間軸を持つような設備は測定箇所が多くなるため、測定に要する時間も長くなりますが、「WM-6000シリーズ」ならワイヤレスプローブを当てるだけの簡単操作で、素早い測定作業が可能です。
「WM-6000シリーズ」の測定イメージ

シャフトアライメントの測定画面イメージ

遠心ポンプの寸法測定の効率化
「WM-6000シリーズ」なら、ワイヤレスプローブを当てるだけの簡単な操作で船舶用遠心ポンプの各部の寸法を1人で測定可能です。さらに、これまでに紹介した以外に、以下のような多くのメリットがあります。
- 大型製品の機上測定ができる
- マシニングセンタなどの加工機にチャックした状態で、円や距離、角度をはじめ、幾何公差も測定できます。

- ポータブルで現場置きが可能
- 本体を台車に載せて、自由に持ち運べるポータブル仕様。測定対象物を動かさなくても、対象物のある場所に持ち込んで測定することが可能です。

- 3D CADデータと照合ができる
- 3D CADファイルから読み込んだ形状と、測定対象物の形状を比較測定できます。また3D CADデータとの差分をカラーマップ表示することもでき、自由曲面、輪郭度測定に対応しています。

- 写真付きの検査成績書が残せる
- どこを測定したかが一目でわかる写真付きの検査成績書が自動で作成可能です。取引先との信頼につながるだけでなく、測定結果をデジタルデータで残すことができるので、社内のデータ管理の効率化にもつながります。
「WM-6000シリーズ」は、船舶用遠心ポンプやバルブ各部の形状測定や設置後の芯出し測定はもちろん、データ解析や検査レポートの作成までを強力にサポート。遠心ポンプの製造や設置・メンテナンスに欠かせない業務の飛躍的な効率化を実現します。
