大型鋳造の寸法測定

大型鋳造とは、数百キログラムから数十トンにも及ぶ大きな金属部品を、溶かした金属を型に流し込んで成形する製造技術です。
自動車、建設機械、発電プラント、船舶、産業機械、エネルギー関連設備など、社会インフラや重工業の基幹部品として不可欠な存在です。
ここでは、大型鋳造品測定の重要性と、その測定の課題。最新の測定技術を説明します。また、測定作業の高速化の頻度を紹介します。
- 1. 大型鋳造とは何か
- 2. 大型鋳造品の製造と課題
- 3. 大型鋳造で注意するべき点・品質を担保する難易度・測定の重要性
- 4. 測定するべき項目
- 5. 従来の測定方法と、その課題
- 6. WM-6000シリーズで解決できること
- 7. WM-6000シリーズを使うことによってもたらされる利益
- まとめ
1. 大型鋳造とは何か
主な用途例
- 大型バルブ・ポンプ部品
- 建設機械のフレームやアーム
- 鉄道車両・船舶の構造部材
- 産業用減速機・ギアボックス
- プラント設備のハウジングやカバー
- 発電用タービンケーシング
大型鋳造品の特徴
- サイズが大きい(1m〜10m超、重量数トン〜数十トン)
- 複雑な三次元形状や中空構造が多い
- 一品物や多品種少量生産が主流
- 高い強度・耐久性・耐熱性が求められる
- 鋳造後の機械加工や溶接、組立工程が多段階で発生
2. 大型鋳造品の製造と課題
2-1. 製造プロセスの複雑さ
大型鋳造品は、木型や発泡型の製作→鋳型の成形→溶解・注湯→冷却・型ばらし→仕上げ加工といった多段階の工程を経て製造されます。
各工程で寸法精度・形状精度・表面品質が厳しく管理され、わずかなミスが数十万円〜数百万円の損失につながることも。
2-2. 品質管理の難易度
- 鋳造時の収縮・歪み・変形
- 内部欠陥(巣、割れ、空洞など)
- 表面の凹凸やバリ、肉盛り修正
- 機械加工後の寸法精度・穴位置精度
- 組立時の合致性・干渉チェック
これらを高精度かつ効率的に管理することが、現場の大きな課題です。
2-3. 現場のリアルな課題
- 大型・重量物のため、測定や移動が困難
- 複雑形状・奥まった箇所の測定が難しい
- 一品物や多品種少量生産で、毎回異なる形状に対応が必要
- 検査・測定の工数が膨大
- 顧客や元請事業者からの品質証明・データ提出要請が増加
3. 大型鋳造で注意するべき点・品質を担保する難易度・測定の重要性
3-1. 品質を担保する難易度
大型鋳造品は、鋳造時の収縮や歪み、冷却時の変形、仕上げ加工時の寸法変化など、多くの要因で設計値からズレが生じやすいのが特徴です。
具体的な注意点
- 取り代(加工余裕)の確保と管理
- 穴位置・ピッチ・直径の精度
- 平面度・直角度・真円度などの幾何公差
- 組立時の合致性(ボルト穴、フランジ面など)
- 肉盛りや修正後の形状確認
- 内部欠陥の非破壊検査との連携
3-2. 測定の重要性
測定が求められるタイミング
- 鋳造直後の初品検査
- 機械加工前後の寸法確認
- 組立前の合致性チェック
- 出荷前検査・顧客提出用データ作成
- トラブル発生時の原因究明・再発防止
測定を怠るとどうなるか
- 納品後のクレーム・再加工コスト増大
- 組立現場での不具合・納期遅延
- 顧客からの信頼失墜・取引停止リスク
4. 測定するべき項目
大型鋳造品の測定では、以下のような項目が重視されます。
主要測定項目
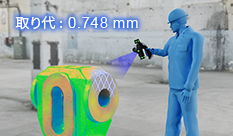
1. 全体形状の三次元測定
- 外形、曲面、凹凸、肉盛り部など、3D形状全体をスキャン
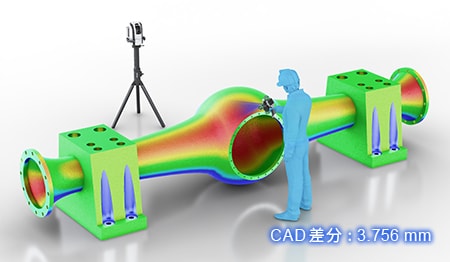
- 設計CADデータとのカラーマップ比較で、どこがどれだけズレているかを可視化
2. 寸法測定(長さ・幅・高さ・厚み)
- 主要部位の寸法(全長、全幅、全高、肉厚、穴径、ピッチ等)
- 設計値との誤差を数値で記録
3. 穴位置・ピッチ・直径
- ボルト穴、フランジ穴、取付穴などの位置・ピッチ・直径
- 組立時の合致性に直結
4. 平面度・直角度・真円度
- フランジ面や取付面の平面度
- シャフト穴やボス部の真円度・同軸度
- 幾何公差の管理
5. 取り代(加工余裕)の確認
- 機械加工前の余裕量(取り代)が設計通り確保されているか
- 加工ミスや肉盛り修正の防止
6. 断面形状・厚み分布
- 任意断面の形状抽出、肉厚分布の確認
- 内部欠陥や肉盛り修正後の形状確認
7. 摩耗・劣化の比較測定
- 長期使用後の部品を新作時のデータと比較し、摩耗量や変形を数値化
- 保全・修理計画の根拠データ
測定データの活用
- 検査成績書・品質証明書の作成
- 顧客へのデータ提出・品質保証
- 社内の型管理・保全履歴
- トラブル発生時の原因究明・再発防止
5. 従来の測定方法と、その課題
従来の主な測定方法
1. メジャー・ノギス・定規による手計測
この方法は、直線部分や単純な形状の測定に適しています。
しかし、曲面や複雑な形状の測定は困難です。また、測定結果の記録やデータ化に手間がかかるという課題があります。
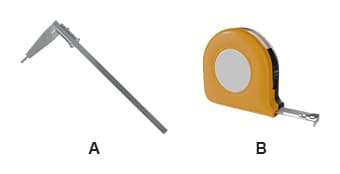
- A
- 長尺ノギス
- B
- コンベックス
2. テンプレート・ゲージ・型板
この方法は、あらかじめ型に合わせたテンプレートやゲージを現場で直接当てて、「合うかどうか」を確認できます。
しかし、精度や記録性に限界があり、ズレが発生した際には、現場での加工や修正が多発するという課題があります。
3. アーム型 / 門型三次元測定機
アーム型や門型の三次元測定機は非常に高い精度で測定が可能です。
しかし、その反面、設置や操作が煩雑で、大型の製品の測定には適していません。また、保守費用が高額になる場合があるというデメリットもあります。
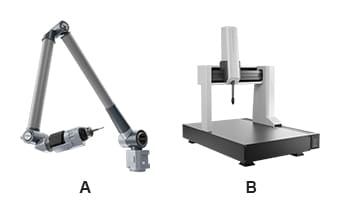
- A
- アーム型三次元測定機
- B
- 門型三次元測定機
4. ハンディ3Dスキャナ・レーザースキャナ
シールを貼る・剥がすといった前後処理やキャリブレーション、データ合成が煩雑な場合があります。
また、現場での持ち運びや設置に制約があるという課題も残ります。
5. 外注の測定サービス
測定専門業者に依頼することで、データや検査成績書を取得できます。
しかし、コストや納期がかかるというデメリットがあります。また、急な追加測定や現場での対応が難しいという問題もあります。
6. WM-6000シリーズで解決できること
キーエンスのワイドエリア三次元測定機WM-6000シリーズは、大型鋳造品測定の現場課題を一挙に解決する革新的なソリューションです。
6-1. 大型・複雑形状も1人で簡単測定
- 最大25mの測定範囲で大型鋳造品も1台でカバー
- 分割品・裏表合成もスムーズ
- 現場・工場内どこでも設置可能
- 門型のような設置制約がない
- 持ち運びが容易で、現場出張測定にも最適

6-2. 圧倒的な測定スピード・省人化
- 1人で短時間測定
- 2〜3人がかりで半日〜1日かかっていた作業が、1人で短時間で完了
- シール・スプレーなどの前後処理不要
6-3. 高精度・高信頼性
- 大型鋳造品の管理・検査に必要十分な精度
- CAD比較・カラーマップ自動作成
- 測定データと設計CADを即座に比較し、ズレを色分け表示
- 光沢部や黒色の対象物も安定して測定可能
6-4. データ化・信頼性の強化
- 検査成績書・品質証明書を自動作成
- 顧客や元請事業者へのデータ提出が容易
- 社内の型管理・保全履歴もデジタル化
- 海外拠点や協力工場とのデータ共有もスムーズ
6-5. 運用コスト・保守費用の削減
- 操作が簡単で教育コストも低い
- 誰でもすぐに使いこなせる直感的なソフトウェア
7. WM-6000シリーズを使うことによってもたらされる利益
7-1. 工期短縮・コスト削減
- 測定作業の大幅な時間短縮
- 人件費・外注費の大幅削減
- 追加測定や再測定にも即対応
- 急な顧客要望や現場トラブルにも柔軟に対応
- 保守費用や教育コストも大幅削減
7-2. 品質・信頼性の向上
- 高精度測定で不良品・クレーム激減
- 検査成績書・カラーマップで信頼性アップ
- 顧客・元請事業者からの信頼向上、受注拡大
- 社内の品質保証体制の強化
7-3. 現場の働き方改革・省人化
- 1人で大型鋳造品も測定可能
- 現場・工場内どこでも使えるため、作業効率が大幅アップ
- 経験の浅い作業者でも使いやすい
- 多忙な現場や人手不足にも柔軟対応
7-4. デジタル化・DX推進
- 測定データの即時デジタル化・ペーパーレス化
- 社内の型管理・保全履歴も一元管理
- 海外拠点や協力工場とのデータ共有もスムーズ
7-5. 営業・PR効果の向上
- 「最新設備を導入している企業」としてのブランド力アップ
- 顧客への提案力・受注競争力の強化
- 現場の実績や測定データを使った効果的なプレゼンが可能
まとめ
WM-6000シリーズは、大型鋳造の測定・検査における「精度」「効率」「信頼性」「デジタル化」すべてを飛躍的に向上させる革新的なソリューションです。
従来の課題を一挙に解決し、現場の生産性と品質、そして企業の競争力を大きく高めます。
