印字編
レーザーマーカーの選び方から綺麗に印字するコツまで。印字ノウハウの詰まった"印字編"をご覧ください。
印字編vol.1
Q70. 金属に書きたいのですが、どのレーザーを使えば良いでしょうか?
当社で扱っているラインナップは、
- CO2レーザーマーカー(波長10.6μm)
- YVO4 / ファイバレーザーマーカー(波長1064/1090nm)
- YVO4-SHGレーザーマーカー(波長532nm)
の大きく3つに分かれます。
上記のうち、CO2レーザーマーカーは金属へのマーキングはできないので一般的な金属へのマーキングには波長1064nmのYVO4レーザーマーカーかファイバレーザーマーカーが使用されます。特に金メッキや銅など反射率の高い金属に対しては、波長532nmのSHGレーザーマーカーを使用すれば更に高品質なマーキングが可能です。
- YAG/YVO4レーザーマーカー
-

- SHGレーザーマーカー
-

銅リードフレーム -

金メッキパッケージ

Q71. 透明なPETボトルに印字をしても文字が読めますか?
問題なく読めます。
飲料業界でも多数の実績があります。但し、インクジェットプリンタの様に色が付くのでは無く、白っぽく発色するイメージで仕上がります。主に充填時間の管理などに使用されるケースが多いアプリケーションです。
一般的にはCO2レーザーマーカーが使用されますが、その中でも特にPET材への吸収率を高めた「短波長レーザー」をラインナップに用意していますので、短波長レーザーを使用することで発色性の向上が得られる点に加えてボトルへのダメージも最小限に抑えることができます。PETボトルの肉厚が一層薄くなっていく傾向にありますので「短波長」が好評です。

ML-Zシリーズなら
立体形状へも簡単に、思い通りに印字が可能。高速ラインでも鮮明印字。
-
-
- 立体形状に貼り付けるように、文字列をレイアウト。
-
-
-

- 曲面にジャストフィットして鮮明印字。文字列の端もかすれや歪みがありません。
-
Q72. 透明なフィルムに印字ができますか?穴が空いてしまいますか?
できます。
レーザーマーカーで印字すると、対象物に熱が加わりますのでどうしてもフィルムなどはピンホールが空いてしまいがちです。そんなときにはQ71で紹介した「短波長レーザー」がピッタリです。フィルムに穴を空けず、表面に白く浮き上がるような印字ができるので文字だけでなく2次元コードなどもマーキング可能です。フィルムのカットなどをする際も、短波長レーザーを使用することで、エッジがシャープな加工を実現します。
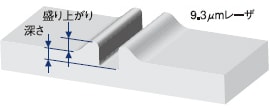
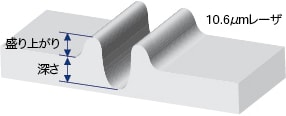
9.3μm短波長レーザー
PET、PCなどの樹脂製品、シートに
樹脂の熱吸収特性に合わせレーザービームの波長を10.6μmから9.3μmへ短波長化。浅彫りで表面の盛り上がりが少なく、視認性の高い印字、シャープな切り口の加工ができるようになりました。フィルムやシートなどの印字や加工で際立つ高品質をお約束します。

高品位な印字・加工ができる理由
- 従来
-
- ダメージが大きく深彫りで粗い
- ML-Z
-
- ダメージが少なく浅彫りでシャープ
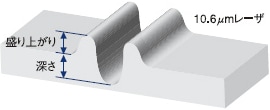
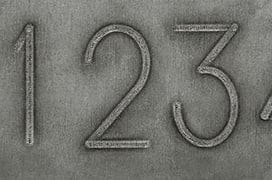
Q73. マーキングの深さはどれくらいですか?
これは、良くある質問と同時に非常に難しい質問です。
深さは、対象物・マーキング条件によって大きく変化します。樹脂よりも金属の方が同じだけ掘り込むのには時間が掛かります。レーザーのパラメータ次第で、かなり深さは変化しますので一概に回答ができません。
樹脂の場合は数μmの浅彫りから1mm以上のゲートカットまで出来たりしますし、金属の場合には数十μm前後の掘り込みが一般的です。但し時間を掛ければ掛けるほどマーキングの深さは深くなります。パワーや走査スピードを変えることで、ニーズに併せて幅広い仕上がりでマーキングできます。
- 深堀り・カット
-

レンズの穴あけ
厚み:約3mm
ペンチに打刻
掘り込み:約70μm
- 浅彫り
-
低背化パッケージ
掘り込み:約8μm
ウエハ
掘り込み:約5μm
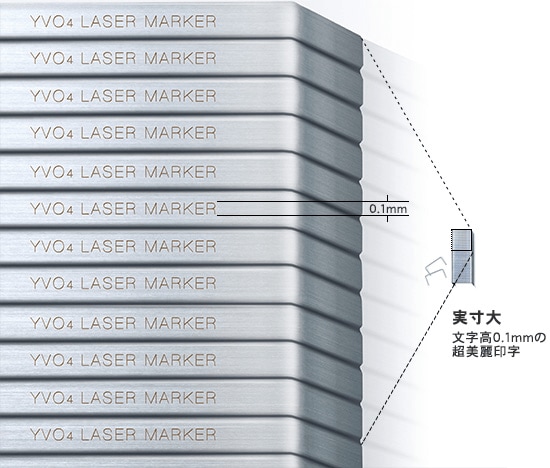
Q74. 文字サイズの最小と最大を教えてください。
使用する機種・型式によっても変わりますが最小文字は0.1mmからの極小文字が印字できます。逆にワイドエリアタイプを使用すれば、エリア一杯使って最大で300mmの文字も印字できます。目的と使用に応じて、機種を選択して下さい。
Q75. セラミックにも印字できますか?
できます。
但しセラミックといってもいろいろ存在しますので、含有物などにより最適なレーザーマーカーを選択する必要があります。アルミナ系セラミックには、CO2レーザーマーカーが適していますしジルコニア系セラミックにはYVO4レーザーマーカーが適していたりしますので必ず事前に印字テストをすることをお奨めします。
- ジルコニア系セラミックには
YVO4レーザーマーカー -
-

- アルミナ系セラミックには
CO2レーザーマーカー -
-


印字編vol.2
Q76. 焦点がズレると印字はどうなりますか?
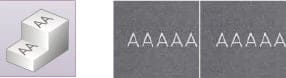
通常レーザーマーカーは、ジャストフォーカスの位置で鮮明な印字がされるように設計されています。そこから焦点がズレる程、スポットの広がり・エネルギー密度の低下を招くため印字が薄くなっていきます。以下に焦点がズレた場合の印字イメージを掲載します。
従来
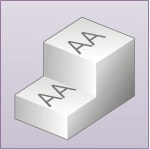
段差面への印字の場合
-
下段 -
上段
かすれ
焦点が合っていない面は印字がかすれてしまいます。
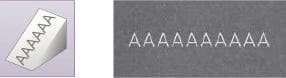
傾斜面への印字の場合
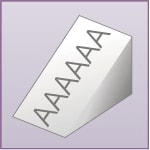
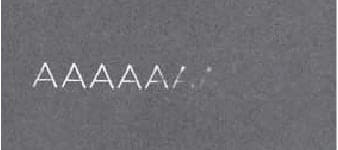
かすれ・伸び
焦点がズレるに従って印字が薄くなってしまいます。
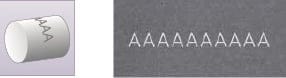
円柱への印字の場合
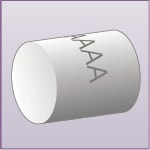
歪み・伸び
両端にいく程文字が歪んでかすれてしまいます。
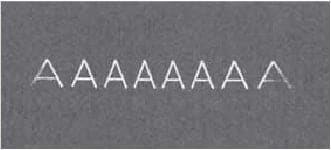
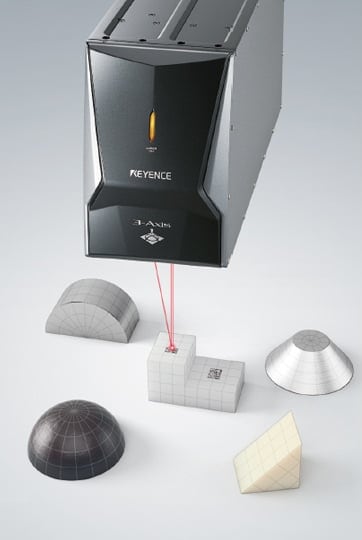
ML-Z
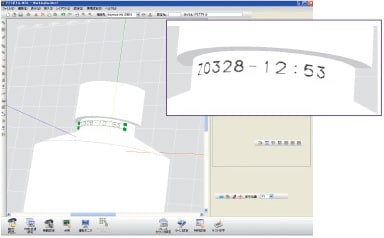
上記の問題も、「3次元制御レーザーマーカー」ならば全て解決できます。3次元制御ならば全ての形状において歪み・かすれの無い鮮明印字が可能です。
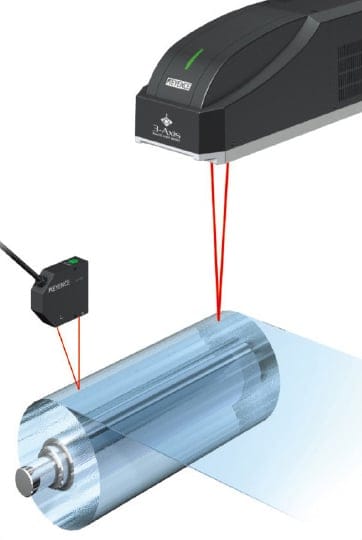
また3次元制御レーザーマーカーと併せて、レーザー変位計を使用すれば、焦点がズレやすいケースでも焦点ズレに追従して常にジャストフォーカスを保つことが可能です。
距離変化に追従する印字
アナログ出力を受け、対象物までの距離の変化をリアルタイムに捉えて焦点可変。フープ材や自動供給ストッカーでの印字に対応します。

Q77. 会社のロゴマークを印字できますか?
可能です。
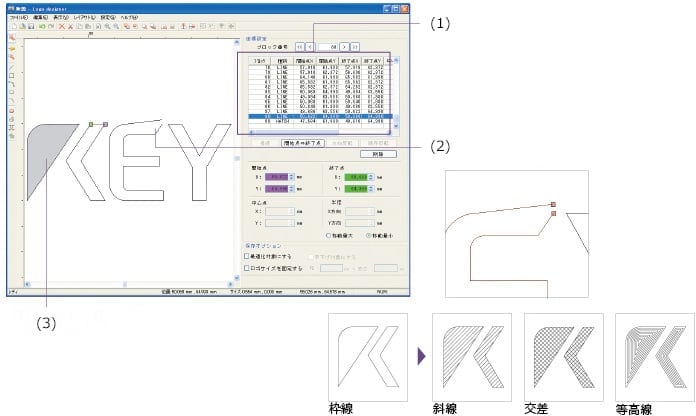
編集ソフト「MarkingBuilder」では、各種の図形データを取りこめます。その中でも、CADで作成されたDXF形式のデータがあれば非常に簡単にロゴマークとして取り込むことができます。ソフト上で塗り潰しの有る無しや、ハッチングの種類などを任意に変更できるため思い通りの仕上がりを簡単に実現できるようになっています。
簡単ロゴ編集ソフト「Logo designer」
-
- リスト表示
- 選択中の要素の開始座標などがリストで表示できます。書き順も任意に変更可能です。
-
- 非連続点表示機能
- 輪郭線が未接続の部分を表示します。複雑なデザインを取り込む際に輪郭線が綺麗に接続されていなくても簡単に輪郭線の修正ができます。
-
- 多彩なハッチング機能
- ロゴなどの塗潰しをCADを使う必要なく、ソフト上で簡単に編集できます。ハッチングパターンも斜線・交差・等高線などから選択することができ、印字対象物に合わせた最適な塗潰しが可能です。
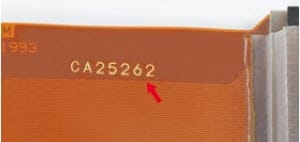
Q78. 金属に2次元コードを印字して、読み取ることができますか?
可能です。
といっても金属にレーザーマーカーで2次元コード印字を印字する場合には、いろいろな手法があります。例えば鉄やステンレスなどの加工面であれば、黒っぽく焼きつける印字ができます。

逆に素材面(梨地)の状態だと、印字しても読取りが不安定になってしまいます。このため、一般的な手法としてレーザーで白く下地を作り、その上から更に黒く焼き付けるという手法を取ることで良好な2次元コードマーキングが実現できます。

Q79. ○・△・□などの簡単な図形を印字したいのですが・・・。
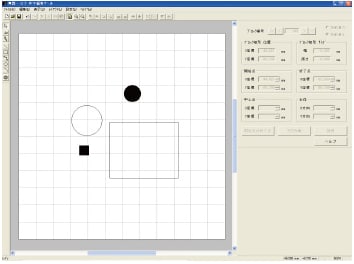
ロゴマークほどの複雑な図形で無く、単純なマークであれば「MarkingBuilder」内にある「ロゴ・外字編集ツール」で簡単に作成することが可能です。このツールでは塗り潰しのピッチの変更や、外字の編集なども行えます。
ロゴ・外字編集ツール
Q80. 個々のシリアルNOを印字したいのですが、カウントアップはできますか?
可能です。
方法としてはいくつかありますが、良く使用される代表的な例では・・・
- 内部カウンタを使用して、カウントアップさせる
- シリアル通信を使用して外部よりシリアルNoを送信する
という方法があります。
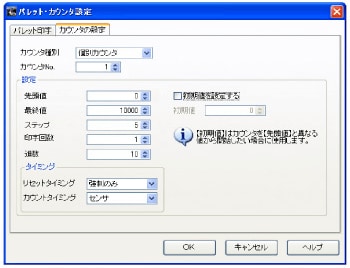
内部カウンタを使用する際にも、ステップ数やカウントアップのタイミングを変更できるので様々なケースに対応できるようになっています。また入出力端子からカウントアップやカウンタリセットすることも可能です。
内部カウンタの設定画面
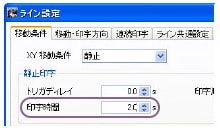
Q81. マシンサイクルが5秒なので、印字を2秒以内で終えたいのですが調整方法を教えてください。
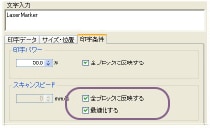
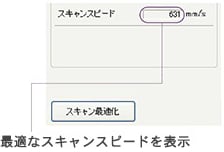
これには「スキャン最適化」という方法を使用します。これは予め目標の印字時間を指定しておけば、その時間内に全ての印字が終わるようにスキャニングのスピードを自動計算してくれる機能です。この機能は静止状態の印字だけでなく、移動体への印字の際にも有効利用できます。
-
「最適化する」のチェックをONにする
-
希望の印字時間をセットする
-
「スキャン最適化」を押すだけ
印字編vol.3
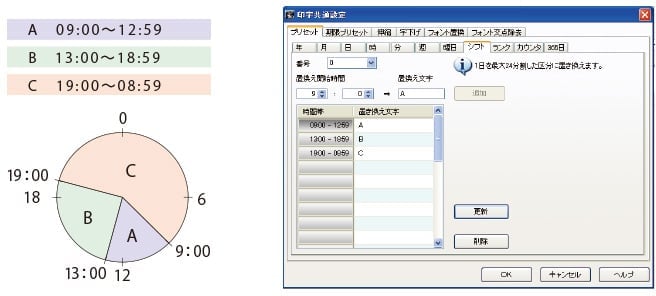
Q82. 1~3直のシフトをアルファベット表記したいのですが・・・。
これには、「シフトコード機能」が有効です。シフトでは1日を最大24分割した区分けを置き換えることができます。これにより、内部の時計に応じて自動でアルファベットを更新しながら印字が可能です。
以下に、1日を3つの時間帯に分けて文字に置き換えた例を記載します。
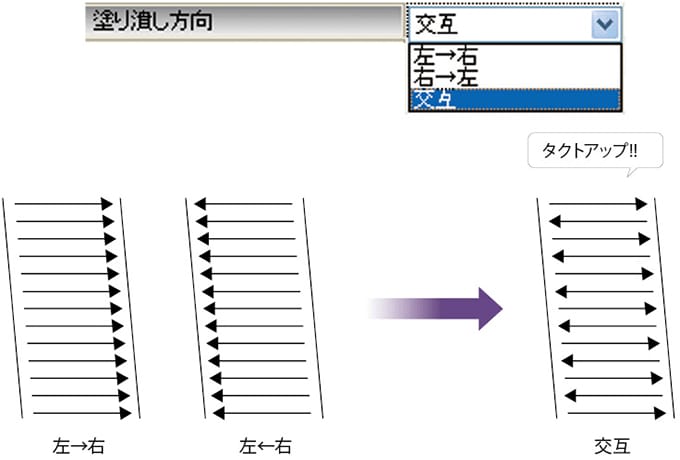
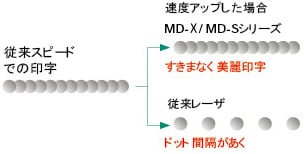
Q83. 印字タクトをもっと速くする方法はないですか?
一番単純な方法は、「スキャンスピードを速くする」方法です。これにより、レーザーの走査する速度が上がりますので結果的に印字時間は短くなります。但しスキャンスピードをあまり速く設定すると、印字が薄くなってしまったり印字品質が低下したりすることがあります。この場合には別の方法で調整する必要があります。
(例)塗り潰しの方向を変更する
塗りつぶし方向を「交互」にすることで、レーザーの走査のロスを無くすことができるため、印字時間の短縮に繋がります。
Q84. YVO4/YAGレーザーのQスイッチ周波数を変えるとどのように印字が変化しますか?
キーエンスのYVO4レーザーは0~400khzまでの幅広いレンジでQスイッチングが可能です。
Q値を抑えて使用すると、まるでダムのようにエネルギーを溜めてから一気に放出しますので、1パルス幅のエネルギーが高くなり結果的に深堀りなどに適した印字が可能です。これに対して、Q値を高くしていくことで低いパルスエネルギーを連続的に照射するため、断続的に熱を与えるような印字になっていきます。
例えば金属に掘り込まずに黒色に焼付けたい場合などはQ値を高めに設定する傾向にあります。材質・仕上がり感により設定するQスイッチの値は変わりますので事前の印字テストが必要です。
Qスイッチとは・・・
レーザー媒質と出力ミラーの間に吸収体を置き、レーザー発振をコントロールして高いエネルギーを作りだす光学部品。
キーエンスのレーザーマーカーはQスイッチ0-400kHzまで対応しているので、幅広い印字の調整が可能です。
Q85. 金属上のメッキを剥がさずにマーキングすることができますか?
レーザーマーキングすることで、どうしても表面は剥離されてしまいます。よってメッキを全く剥がさずにマーキングというのは不可能です。但し出力の微妙な調整が可能なため、メッキを全て剥がさずにマーキングをすることは十分可能です。
実例としては、亜鉛メッキされた金属上に2次元コードを印字して、マーキング深さは1μm以下に抑えるといったようなケースでの採用例もあります。
また金メッキのように反射率が高く、マーキングがしにくい製品などに対しても最適な波長のレーザーを選択することで鮮明且つ高速にマーキングをすることが可能です。

Q86. 印字の条件出しは難しいのでしょうか?
一般的にレーザーマーキングは、パラメータ調整によって仕上がりが変わるため条件出しにはノウハウが必要とされるケースが多々あります。そんな難しい条件出しを簡単にするため、キーエンスのレーザーマーカーは「サンプル印字機能」を搭載しています。これにより初めて条件出しをされる方でも非常に簡単に且つ確実に最適な条件を見つけることが可能です。
この機能は、パワー・スキャンスピード・Qスイッチ周波数・スポットサイズを最大123通りまで任意に変更して、条件を変えながら一度にリスト化して印字をする機能です。その印字結果から、最適な条件を指定するだけで条件出しは簡単に完了です。初回の条件出しの際にはまず「サンプル印字機能」よりお試し下さい。
サンプル印字機能
材質を選択するだけでソフトが自動で条件を抽出。印字結果一覧から最適条件がすぐに見つかります。通常であれば経験を要する印字条件設定も簡単に短時間で完了します。
-
材質を選ぶ -

最適条件がすぐ見つかる
Q87. 鉄に深堀するにはゆっくり印字した方が良いのでしょうか?
一般的にはスキャンスピードを遅くした方が、力強い加工ができる傾向にあります。但し、あまり遅くしすぎると金属加工の際に析出物(ススなど)が発生しやすくなるため適度なスピードに設定して重ね書きをすることで、深堀が可能です。また太線設定にすることで、より視認性の高いマーキングが可能になります。

印字編vol.4
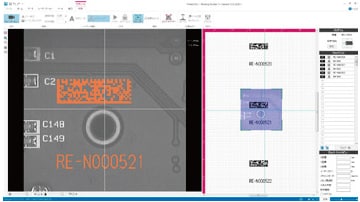
Q88. 超微細ワークに印字したいのですが、位置決めが難しく思い通りにテストできません・・・。
そんな時には、MD-Xシリーズ/MD-Uシリーズに搭載の「ファインダ機能」が非常に便利です。レーザーマーカーのヘッド内部にカメラを搭載しているため、印字エリアをモニタに映し出しながら確実な位置決めが可能です。ガイドレーザーでは位置決めしきれないような超微細ワークにも確実に思い通りの位置へマーキングできるため、オフライン加工やプレ加工での条件出しの際に無駄なく短時間でマーキング可能です。
設定した文字やロゴをファインダ画面上に表示して、印字位置の調整・確認が可能です。実際に印字するワーク上に印字内容を配置することができるので、どなたでも簡単に、間違いなく印字することができます。
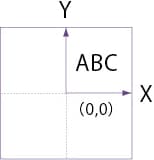
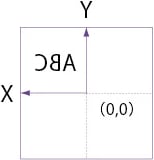
Q89. 鏡文字を印字して、裏側から文字を読みたいのですが可能ですか?
可能です。
「ミラー反転」機能を使えば、一発で反転文字が印字できます。手順も簡単。「ミラー反転」のチェックをONにするだけです。
ミラー反転
[ミラー反転]をオンにすると次のような印字になります。
[ミラー反転]では、Y軸を基準に反転させます。

- 印字方向No.2のとき
-
-
入力 -
出力
-
Q90. カチオン塗装をした製品にレーザーマーキングをすると、そこから錆が発生しますか?
元々防錆の目的でカチオン塗装しているケースが多いため、そこへレーザーマーキングすることで、マーキング箇所から錆が発生することへの懸念が生まれます。
但し採用実績は複数あり、CO2レーザーでカチオン塗装部品へマーキングをしても塩水噴霧テストを問題なくクリアしているケースも多々あります。
但し必ずお客様にての評価が必要ですので、ご検討の際にはテストマーキング及び信頼性の評価を御願いいたします。

Q91. ガラスにマーキングしたら、クラックが入りますか?
これは対象のガラスによって、結果が変わります。
基本的にはガラスは透明なためCO2レーザーを使用して熱を掛けてマーキングしますが、石英ガラスのような耐熱性のガラスの場合にはクラックの入らない、鮮明なマーキングが可能です。
対してソーダガラスの場合には、熱を掛けることで微細なクラックが入るため、弱いパワーで何回も重ねて書くことが必要です。
石英ガラスの場合
CO2レーザマーカML-Zシリーズでの印字例
- エッジ部分をやや溶かすように加工した例
-

- クラックのない印字
ソーダガラスの場合
CO2レーザマーカML-Zシリーズでの印字例
-
- 1回で強めのパワーで印字した例
-
- 「3」、「2」など書き出し部に大きなクラックが発生
-
- 数回に分けて印字した例
-

- 細かなクラックでより均一に印字
Q92. 油が付着している製品にも印字ができますか?
表面に薄くのっているレベルならば問題なく可能です。
但し油が表面に大量に付着している場合には、レーザー光が透過しきれない可能性があります。その場合には印字の欠けが発生する可能性があるので前もってブロー・ふき取りなどの処理が必要です。
通常の切削・加工工程の中で付着するレベルであれば一般的には問題なく印字が可能です。
Q93. ラベルにレーザーマーキングできますか?
問題なく可能です。
一般的な紙ラベルであれば、表面にあらかじめベタ塗りの印刷を施しておき、その部分をCO2レーザーで剥離させる方法が取られます。従来の印刷と比較すると、可変情報を印刷できるのでインラインでシリアル管理などにも使用ができます。また、スタンプなどと比較しても「消えない」という点が大きなメリットとなり、業界問わず採用が広がっています。
通常の紙ラベル以外にも、レーザーマーカーでマーキングすることを前提とした「レーザーラベル」というものが存在します。これを使用することで、鮮明かつ耐久性の高いラベルの作成がオンデマンドで作成可能です。このレーザーラベルは輸送業界を中心に広まっています。
医療業界で表示が義務化されたGS1-Databarの印字
ラベラに搭載して、使用期限・LOT No.などの可変情報をインラインでマーキング可能です。

レーザーラベルを使用して銘板の作成
デザインをパソコンで管理できるため、必要なラベルを必要な時に、必要数だけ作成可能です。これにより、リードタイムの短縮・在庫管理の工数を大幅に削減可能です。

ラベルの作成&台紙からのハーフカットも可能。金型も不要で任意のサイズにラベル作成できます。

印字編vol.5
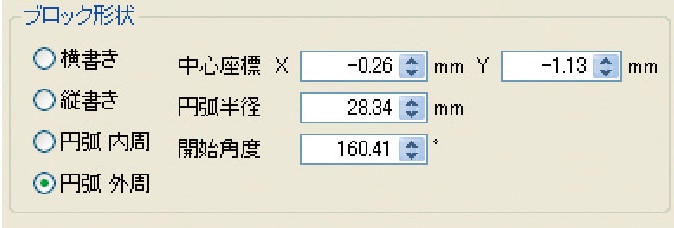
Q94. 円弧状に文字を書きたいのですが、可能でしょうか?
編集ソフト「MarkingBuilder」若しくはタッチパネルを利用して、簡単に円弧設定が作れます。作業は簡単。文字列を入力して、円弧状にマウスでドラッグするだけで思い通りの配置がスムーズに作成可能です。
-
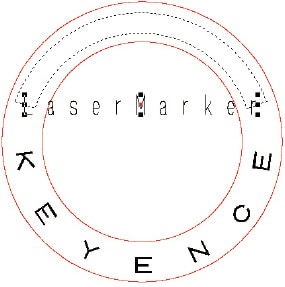
文字列を入力したら、円弧状にマウスでドラッグ -
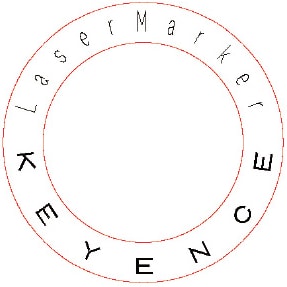
完成!
上記以外にも、中心座標や円弧半径を指定したレイアウトも可能です。
Q95. 焦点深度はどれくらいでしょうか?
これは、状況によって変化します。
レーザーマーカーは本来、ちょうど焦点が合ったところで最もエネルギー密度が高くなります。そのため、焦点がずれるとエネルギー密度が下がってしまい印字しにくくなるのですが、「どの程度ずれたら書けなくなるか?」というのは使用する機種・ワークの材質・印字のパラメータによって変化します。対象物までの距離が変化する場合などは、印字の仕上がりが薄くなってしまったり文字の線幅が太くなってしまう可能性があります。そんな場合には3次元制御レーザーマーカーを使用することで、常にジャストフォーカスの状態で印字することができます。
- 3次元制御レーザーマーカーならば、焦点可変印字が可能
-
- 変位計とセットで使えば、変動する焦点距離に自動で追従
-
- 高速・高精度CCDレーザ変位計 LK-Gシリーズ
Q96. リースで導入できますか?
可能です。
イニシャルコストを抑えて導入したい場合にはリースがお奨めです。レーザーマーカーは日常的なランニングコストが発生しないため、月々のリース料のみで簡単にご導入頂けます。法定耐用年数に応じた使用期間が選択できるので、常に最新の機器を使用できるというメリットもあります。
事務負担を軽減しながら資金を効率よく運用できるため、リースでご採用頂く事例も増えてきています。提携リースなどもご用意しておりますので、詳しくはご相談・お問い合わせフォームよりお問い合わせください。

Q97. レーザーマーカーの納期はどれくらい掛かりますか?
キーエンスなら、「当日出荷」です。センサからレーザーマーカーまで全商品当日出荷体制を整えていますので、短納期でのご依頼にも迅速に対応致します。緊急のご購入にも最小限の時間で御導入頂けます。
また当日出荷体制はご注文頂いた商品だけではありません。ご使用中の製品に万が一のトラブルが発生した場合には、代替機を当日出荷で手配させて頂きます。
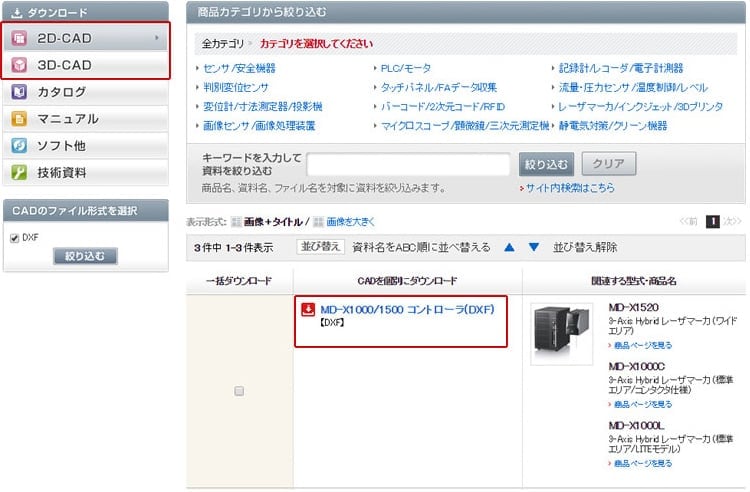
Q98. 外形寸法図のCADデータが欲しいのですが・・・。
キーエンスのホームページよりダウンロード可能です。
下記のファイル形式をご用意しております。
- 2D-CADはDXF / MICROCADAMの2種類
- 2D-CADはIGES / Parasolid / STEP / CATIA / SolidWorksの5種類
Q99. ラインナップに波長が9.3μmのレーザーマーカーがありますが、これはなんですか?
これはCO2レーザマーカ(ML-Zシリーズ)のラインナップの1つです。通常の10.6μm波長のモデルと比較すると樹脂材への吸収率が高く、熱影響を与えずに加工が可能です。樹脂のカットやフィルムへのマーキング用途など、熱影響で品質が変化しやすい材質の加工の際には9.3μmのCO2レーザマーカ(ML-Zシリーズ)を選択すると高品質な加工が可能です。
| 標準タイプ | |||
|---|---|---|---|
| 型式 | ヘッド | ML-Z9610 | ML-Z9610T |
| コントローラ | ML-Z9600 | ||
| 印字方式 | XYZ 3軸同時スキャニング方式 | ||
| 印字レーザー | 波長 | 10.6μm | 9.3μm |
| 平均出力 | 30W | 20W | |
高品位な印字・加工ができる理由
- 従来
-
- ダメージが大きく深彫りで粗い
- ML-Z
-
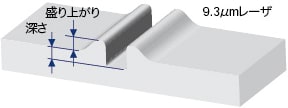
- ダメージが少なく浅彫りでシャープ
Q100. 多品種少量なので、レーザーマーカーをオフラインで使いたいのですが簡単に使えますか?
とても簡単にオフラインで使用可能です。
もちろんインラインでの量産に対応していますが、セル工程での印字やオフラインでの単品加工を構想にいれて設計されています。ガイドレーザー機能を使用すれば目視での位置決めも簡単です。
多彩なガイドレーザー機能で簡単位置决めが可能
-

- ガイドレーザー機能

(実際に印字する文字を表示)

(印字する文字範囲を表示)