金属へのレーザー印字・加工
金属への印字・加工原理から、レーザーの波長別特長を解説します。
アルミ、ステンレス、鉄、銅、超硬、金メッキなどテーマごとの印字例と最適なレーザーマーカーをご紹介します。

金属印字の種類
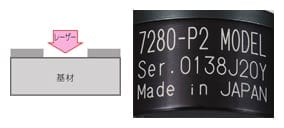
黒色(酸化)印字

レーザー光を印字対象物に照射する際に、焦点をずらし、熱のみを伝えます。削らずに熱を与えることで表面に酸化膜ができ、この酸化膜が黒く見えることで黒い印字をすることができます。
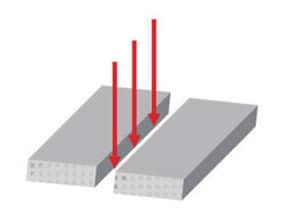
白色(削り)印字

レーザー光を印字対象物へ焦点位置で照射します。金属表面を細かく削り、表面に凹凸ができることで、光の乱反射が生まれ、白く見えるような印字をすることができます。
彫り込み印字

焦点位置でレーザー光を照射し、印字対象物の表面を削ります。このレーザーの照射回数を増やすことで削る量を大きくし、印字を深く刻印することができます。
表面層剥離
印字対象物の表面の被服やメッキをレーザーで照射し除去します。そうすることで、下地が見える状態にし、印字を浮かび上がらせることが可能です。

金属加工の種類
カット
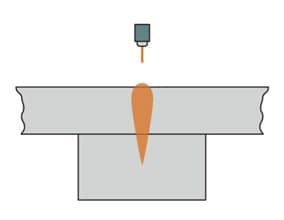
レーザー発振器で出力したレーザー光を集光し、照射ユニットから任意の箇所に照射して対象物を融解させます。非接触のため加工物に応力がかからず、変形やクラックの発生を最小限に抑えることができます。また、加工領域を非常に細かく指定することができるので、刃物が入らないような場所の局所的な穴あけや切断なども可能です。
ハンダバリア
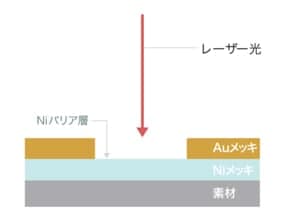
小型・薄型化が進んでいるコネクタ端子では、ハンダの吸い上がりを抑える目的でハンダバリア(ニッケルバリア)を施すケースがあります。従来はメッキ処理が不要な箇所にマスキングを行って処理していましたが、マスキング材の除去などの手間がかかっていました。このような事例でもレーザー光による表面層剥離が有効です。
溶接
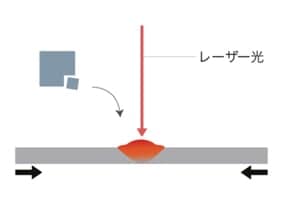
レーザー溶接は対象物にレーザー光を照射し、金属を局部的に融解・凝固させて接合する方法です。高密度なエネルギーをピンポイントに照射でき、高速で加工を終えられるので、熱による材料の歪みを最小限に抑えることが可能です。従来であれば変形が発生しやすかった、薄い材料などの溶接加工が可能となります。
はんだ付け
レーザーの熱によって、はんだペーストを溶かし金属を接合させます。
レーザーのスポットを局所的に照射することが可能なので小型部品にも対応できます。また、部品全体に熱が加わってしまうリフロー方式と比較して、部品に対する熱影響による負荷を低減させることが可能です。
金属への吸収率について
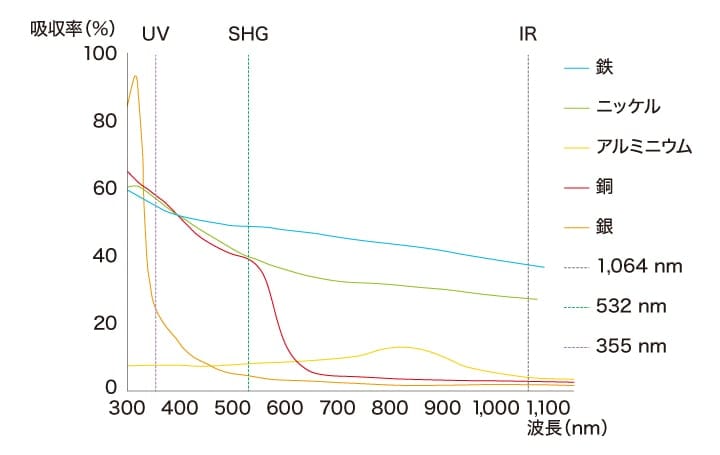
下記のグラフは基本波長(1064nm)とグリーンレーザー(532nm)の金属の材質別吸収率を示したグラフです。鉄(Fe)、ニッケル(Ni)、アルミ(Al)は波長の変化による吸収率の変化はあまり大きくありません。対して金(Au)、銅(Cu)は波長の変化による影響を大きく受けます。金(Au)は532nmの波長での吸収率は約30%ですが、1064nmの基本波長では10%にも満たない吸収率です。同じく銅(Cu)は532nmの波長では約40%の吸収率に対し、1064nmの基本波長では10%にも満たない吸収率となっています。
アルミ
黒色印字

アルミ表面に視認性の高い濃い灰色の印字を行います。レーザーで金属表面に熱を加え、濃い灰色に印字部分を変色させます。
- 選定のポイント
- アルミは反射率が鉄やステンレスよりも高いため、ピークパワーの高いレーザーマーカーを選定しましょう。アルミ材には基本波長のレーザーマーカーが最適で、ビームスポット径を小さく設定し、エネルギー密度の高いジャストフォーカス位置で印字することで美しい発色が得られます。
- 推奨機種
- ハイブリッド レーザマーカ MD-Xシリーズ

白色印字

素材表面を軽く削ることで白色印字を施します。
金属表面を荒らして光を乱反射させることで白く印字できます。
- 選定のポイント
- パワーは高め、スキャンスピードは速めに設定することで、幅広い条件下で安定した白色印字を実現します。黒色印字と同様、基本波長のレーザーマーカーが最適です。
- 推奨機種
- ハイブリッド レーザマーカ MD-Xシリーズ
彫り込み印字

発色させずに刻印のように彫り込んで印字する方法です。何度も印字を繰り返すことで深く彫り込むことができ、印字後に塗装しても視認性が確保できるなどのメリットがあります。
- 選定のポイント
- 彫り込み印字は、印字面を熔解・気化させるためパルス幅の長いファイバレーザーマーカーが最適です。ゆっくりと1回で印字するより、早いスピードで複数回書き重ねた方がきれいに印字できるケースがあります。周波数は低めに設定し、高いパルスエネルギーで印字することで彫り込みしやすくなります。
- 推奨機種
- ファイバ レーザマーカ MD-Fシリーズ

ステンレス/鉄
黒色印字

熱処理のより表面を酸化させることで鮮明な黒色印字が可能です。彫り込み・盛り上がりを1μm以下に抑えて印字できるので、精密金属部品へのダメージを最小限に抑えることもできます。
- 選定のポイント
- 基本波長のレーザーマーカーが最適で、デフォーカスすることでエネルギー密度を下げ、彫り込まずに黒色印字を実現します。高出力タイプのレーザーマーカーを使用することで、より高速に印字することが可能です。
- 推奨機種
- ハイブリッド レーザマーカ MD-Xシリーズ
白色印字

素材表面を軽く削ることで白色印字を施します。
金属表面を荒らして光を乱反射させることで白く印字できます。
- 選定のポイント
- パワーは高め、スキャンスピードは速めに設定することで、幅広い条件下で安定した白色印字を実現します。黒色印字と同様、基本波長のレーザーマーカーが最適です。
- 推奨機種
- ハイブリッド レーザマーカ MD-Xシリーズ
彫り込み印字

発色させずに刻印のように彫り込んで印字する方法です。
何度も印字を繰り返すことで深く彫り込むことができ、印字後に塗装しても視認性が確保できるなどのメリットがあります。
- 選定のポイント
- 彫り込み印字は、印字面を熔解・気化させるためパルス幅の長いファイバレーザーマーカーが最適です。ゆっくりと1回で印字するより、早いスピードで複数回書き重ねた方がきれいに印字できるケースがあります。周波数は低めに設定し、高いパルスエネルギーで印字することで彫り込みしやすくなります。
- 推奨機種
- ファイバ レーザマーカ MD-Fシリーズ
超硬
黒色印字

アルミやステンレス、鉄と同様に、盛り上がりのない黒色印字が可能です。
- 選定のポイント
- 工具などの超硬材はクラックを避けるために、Qスイッチ周波数の微調整がポイントになります。高ピークパワー・短パルスレーザーを作り出せるハイブリッドレーザーマーカーが最適です。
- 推奨機種
- ハイブリッド レーザマーカ MD-Xシリーズ
白色印字

素材表面を軽く削ることで白色印字を施します。
金属表面を荒らして光を乱反射させることで白く印字できます。
- 選定のポイント
- パワーは高め、スキャンスピードは速めに設定することで、幅広い条件下で安定した白色印字を実現します。黒色印字と同様、基本波長のレーザーマーカーが最適です。
- 推奨機種
- ハイブリッド レーザマーカ MD-Xシリーズ
銅
表面層剥離
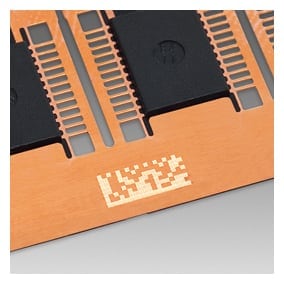
銅材の表面を薄く削る印字で、仕上がりは白色になります。
- 選定のポイント
- 銅は反射率が高いので、ピークパワーの高いレーザーマーカーを選定しましょう。UVレーザーであれば、基本波長に比べ金属への吸収率が高いため、印字タクト短縮・ワークへのダメージ軽減が可能です。基本波長のレーザーでも印字可能ですが、吸収率が低いので印字に時間がかかってしまい、印字箇所にススなどが発生します。
- 推奨機種
- UV レーザマーカ MD-Uシリーズ

金メッキ
表面層剥離

金メッキの表面を薄く削る印字で、仕上がりは白色になります。
- 選定のポイント
- Qスイッチ周波数の微調整が必要です。またメッキ層が厚くなるほど印字しにくく、印字時間がかかる傾向にあります。UVレーザーのほうが吸収率も高く、余分な熱もかけないため、高品質な仕上がりが得られます。
- 推奨機種
- UV レーザマーカ MD-Uシリーズ