電解マーキング(エッチング・腐食)とは?
「電解マーキング」は「エッチング」ともいわれ、ステンレス・鉄・アルミなど、通電性のあるほとんどの金属にマーキングが可能です。また、打刻などの接触式の刻印方式と比較し、対象物に歪みが出ません。
薬液が金属に触れる部分と触れない部分を分離する版を通して、任意の文字やイラストを印字します。ここでは、電解マーキングの原理と印字方法を詳しく解説します。
印字の原理
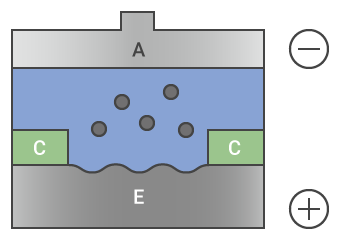
「電解マーキング」とは、通電性のある金属面に専用の電解液(薬液)を使って低電圧をかけ、表面に化学変化を起こして記号・文字を定着させる印字方式です。「エッチング」や「電解腐食」などともいわれます。
「電解液(薬液)」とは、電気伝導性を有する溶液のことで、イオン性物質を水などの極性溶媒に溶解して作った液体です。通電性を持つ金属の表面に低い電圧をかけると、電解液の働きで化学反応が起こります。この化学変化により金属表面が変色し、印字されます。化学変化した部分は半永久に錆びない、消えないという特性を持っており、高い硬度と耐候性・耐腐食性を備えたマーキングになります。
- A
- マーキングヘッド
- B
- 電解液
- C
- 版
- D
- 交流電源
- E
- 印字金属
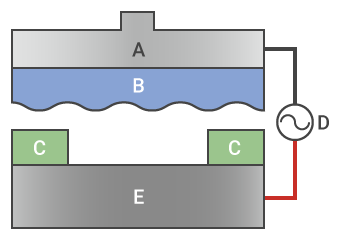
①印字面に版を載せ、電解液を浸み込ませたフエルトをマーキングヘッドにセット。マーキングヘッドと印字金属を交流電源に接続する。
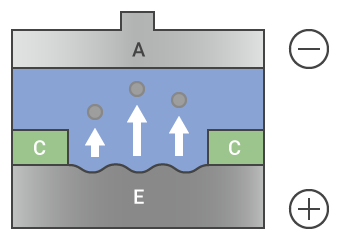
②金属イオンが版の印字部分を通過。電解液に溶け出す。
③電解液に溶け出した金属イオンは化学反応を起こして黒色に変色。
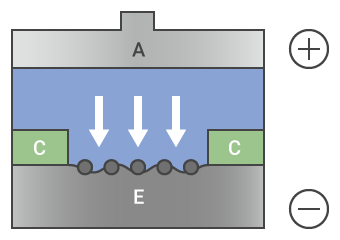
④変色した金属イオンが印字面に付着し、被膜を形成する。交流電源による極性反転のたびに②~④を繰り返し、電解マーキングを実現する。
レーザーマーキングの導入事例はこちら

印字の方法
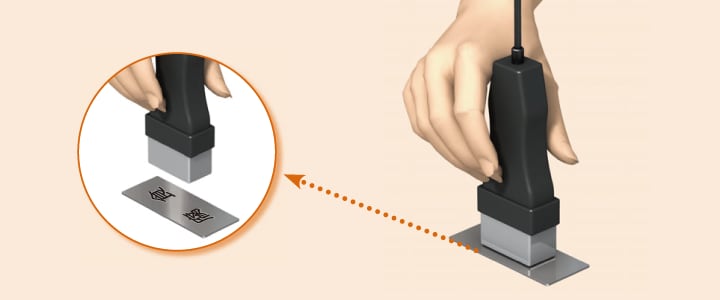
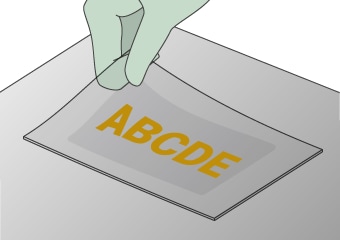
電解マーキングは、簡易な設備で手軽に印字ができます。手動マーキングは以下の手順でおこないます。
①印字する形状にくり抜かれた版を対象物に当てる
②電解液が染み込んだヘッドを版の上で通電させる
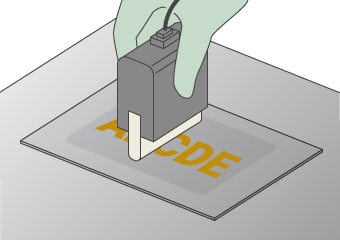
③表面の電解液を拭く
半自動の電解マーキングでは、フェルトに電解液を浸み込ませる工程と商品への版の脱着工程が自動化されます。電解液はポンプで補充するタイプやポンプで常に循環させるタイプがあります。
半自動の電解マーキングは、手作業でのマーキングに比べると作業工程が短縮されますが、腐食の速度の制限から大量生産には不向きです。
レーザーマーキングの導入事例はこちら
電解マーキングの課題
薬液の取扱い規制

近年、世界的に地球環境問題への意識が高まる中、最近のトレンドとなっているのが「薬液」を減らす動きです。環境や人体をはじめ、ランニングコストにも大きく影響するため、エッチング・洗浄・その他用途でも、薬液を規制する動きは今後ますます加速することが予想されます。
より柔軟な印字へのニーズ
電解マーキングでは、印字内容が変わる度に版を新しく起こす必要があり、その分費用と時間がかかります。また、製品への印字時間の短縮や、さまざまな立体形状への印字などのニーズも高まりつつあります。
「薬液を使わない」印字事例のご紹介