基本情報3Dプリンタの精度

一般的に精度とは、何かを測定や計算した際に発生したバラツキの大きさと言われています。
3Dプリンタの場合には、元データとなる設計図と比較して、完成した造形物の寸法との誤差が、どのくらいあるか?が精度ということになります。造形物の表面が滑らかであることは、ひとつの要素であり他の要因と合わさることで精度が出ることになります。
ここでは、3Dプリンタの精度を高めるためのポイントをご紹介します。
3Dプリンタと加工機の比較
旋盤や切削加工機を使用する場合には、数ミクロンの誤差で加工することができます。一方、3Dプリンタは、造形方式によって異なりますが良くても数十ミクロン、形状によっては数百ミクロンのレベルで、加工機と比較すると精度は劣っています。

3Dプリンタ開発の背景
3Dプリンタは商品設計の過程で必要となる試作品を作るために開発されたという背景があります。そのため、 精度だけを追求するのではなく、スピードや使い勝手とのバランスがとられています。開発された当初と比較すると精度の改善も進んではいますが、コストや使い勝手の進化の方が大きい状況です。

3Dプリンタの精度を決める5つの要素
3Dプリンタの精度を決定する要因としては、大きく5つの要素があります。仕様表からは読み取れない項目もあるために、造形してみないとわからないことも度々です。そのため、3Dプリンタを導入する際には、実際にお持ちのデータで造形をしてみることが重要です。

1.Z方向の積層ピッチ
まず初めに確認するべきはZ方向の積層ピッチになります。ほとんど3Dプリンタの仕様表に記載があるために確認も容易です。積層ピッチが細かいことで、寸法も出やすくなりますし表面状態も滑らかになります。積層ピッチは数十μmから数百μmまで、造形方式によって幅が大きいことも特徴です。
測定する場所によって寸法がバラバラに

測定する場所を問わず精度が出やすい

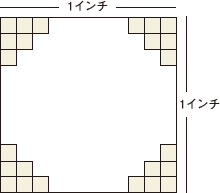
2.X-Y方向の解像度
3Dプリンタの精度にとってZ方向の積層ピッチと同様に重要になるのが、X-Y方向の解像度です。造形方式ごとに仕様表での記載の単位が異なり、Dpiやmmにて表現されています。
測定する場所によって寸法がバラバラに
測定する場所を問わず精度が出やすい

3.造形中の反り
3Dプリンタは積層の過程で、造形物に熱が加わってしまいます。特に高温になる造形方式の場合には、大きな温度差ができるので冷える タイミングで反りが出てしまいます。形状によっては、積層ピッチやX-Y解像度よりも「反り」の方が精度に影響を与えます。
温度差が大きく反りの原因に

- A
- 材料溶解ヒーター
- B
- 高温
- C
- 低温
- D
- 冷える際に収縮
温度差が小さいと反りが少ない
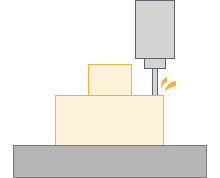
4.サポート材の取り残し
造形完了時に精度が出ていたとしても、サポート材が造形物の表面に残っていたら誤差が生じてしまいます。造形物の精度を高めるためには、表面に残ったサポート材まで、しっかりと落とす必要があります。
サポート材の分だけ寸法が大きくなる

狙った寸法で造形できる

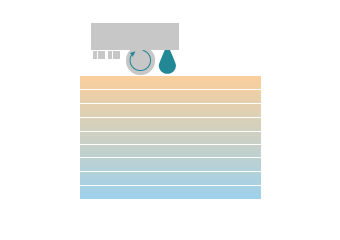
5.造形後の変形
精度が比較的高い3DプリンタはUV硬化性の樹脂を使用しています。UV硬化樹脂は吸水によって樹脂が膨潤してしまう傾向があるため、吸水率が低い材料を使っている3Dプリンタを選ぶ必要があります。
水分を吸って膨潤して変形する

膨潤が少なく変形しにくい

- A
- 水
- B
- 樹脂