成形品の表面欠陥・不良
樹脂成形品(ワーク)表面の欠陥・不良には、表面に現れる筋や曲がりくねった波模様、溝や欠けなどがあります。これらの現象にはそれぞれ原因があります。
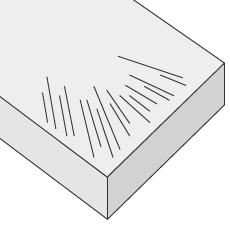
シルバーストリーク・ブラックストリーク
- [現象]
- 「シルバーストリーク(銀条)」は、樹脂の流動方向に銀白色のキラキラした筋状のあと(条痕)が残る。「ブラックストリーク(黒条)」は、表面に黒い条痕が残る。
- [原因]
- 「シルバーストリーク」は、成形材料(ペレット)の乾燥不十分や、金型と材料の温度差で発生する水滴などが原因です。
「ブラックストリーク」は、シリンダー内で加熱され炭化した樹脂が、射出時に混じることで生じます。

ウェルドライン
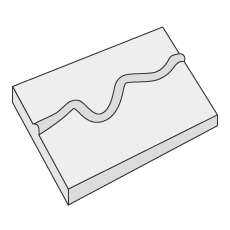
ジェッティング
- [現象]
- 蛇のようなくねくねした模様が残る。
- [原因]
- 射出する溶融樹脂の温度が低い、または射出速度が速すぎることで起こります。射出の初期に、金型内で低温化した樹脂が溶融しないまま高粘度化し、続いて射出された高温の樹脂と融合しないことが原因です。
フローマーク
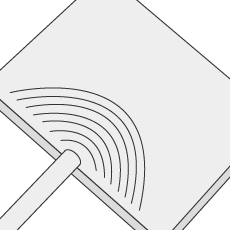
- [現象]
- ゲートを中心に年輪状の波模様が発生する。
- [原因]
- 射出する樹脂の温度が低い、または射出速度が遅すぎることで起こります。金型内を流動する途中で冷却され低温化・高粘度化した先端部の樹脂と、後から押し出された樹脂が重なることが原因です。
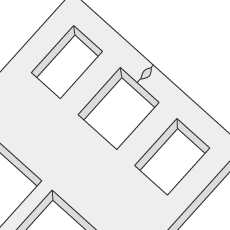
クラック・クレージング
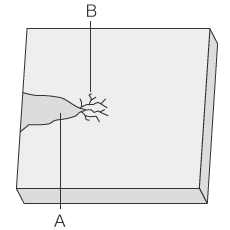
- A.クラック
- B.クレージング
- [現象]
- 欠けや細いひびが発生する。
- [原因]
- 外部からの力、または成形品の内部応力が原因です。「クラック」は「欠け」、「クレージング」は「細いひび」を意味します。





