押出し成形:
フィルム搬送時のエッジ位置判別
Tダイ法やインフレーション法など、押出し成形による樹脂(プラスチック)フィルムなどの薄くデリケートな成形品は、搬送時の蛇行に注意が必要です。ワークの蛇行は、不良品発生のみならず、装置の停止や不具合を招く場合もあります。
課題:フィルム蛇行によるドカ停を防ぎたい
薄い成形品のシワやたるみの原因として、搬送時のワーク蛇行が挙げられます。エッジ位置がズレたままワークを巻取りを続けると、ロールが均一に巻かれていないことで、緩みが生じ、ワーク蛇行の原因となります。ワーク位置がズレたまま不均一に巻き取ることで、ロールが不良品となり、歩留まりが低下します。 また、ワークが蛇行したままワークの一部が装置に巻きつくことで、装置の異常停止や復旧作業による「ドカ停」の原因になる場合もあります。
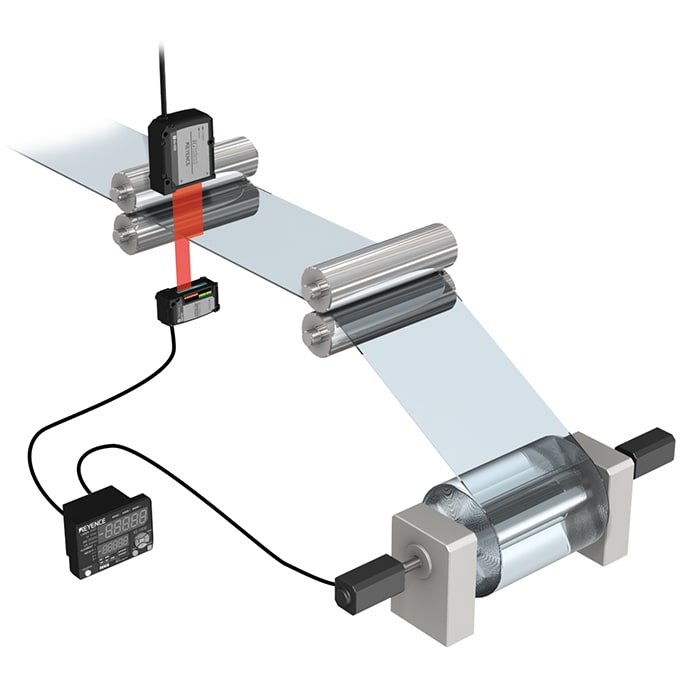
解決:透過型レーザセンサで、フィルムのエッジ位置を高精度判別
CCD透過型デジタルレーザセンサ「IGシリーズ」は、搬送中のワークのエッジ位置を連続的かつ高精度に判別できます。新開発の光学システム(多波長のレーザ光や高性能なCCD、並列演算チップ「I-BRAIN」)を採用することで、薄膜や透明、メッシュ状のフィルム・シートでも、安定してエッジを判別してモニター可能です。
また、「IGシリーズ」で判別したフィルムの搬送状態を装置にフィードバックし、エッジ制御することで、フィルムの蛇行防止と均一な巻取りを実現します。