
CHAPTER 5
穴加工の計算式
ここでは、穴加工の際に必要とされる基本的なパラメータを算出する公式を紹介しています。なお、計算によって算出された数値は、あくまでも目安です。加工の条件は、ご使用される工作機械によって異なります。実際の状況に合わせた最適な条件で加工してください。
切削速度(vc)
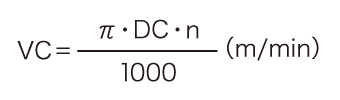
- π(3.14):円周率
- DC(mm) : ドリル径
- n(min-1) :主軸回転速度
- memo
-
ドリル径、主軸回転速度から、切削速度を求める式です。
たとえば、
ドリル径(DC)=10mm
主軸回転速度(n)=1500min-1
の場合、切削速度(vc)は約47.1m/minになります。
主軸送り速度(vf)
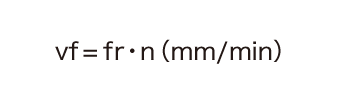
- fr(mm/rev):1回転当たりの送り量
- n(min-1) :主軸回転速度
- memo
-
1回転当たりの送り量、主軸回転速度から、主軸(Z軸)送り速度を求める式です。
たとえば、
1回転当たりの送り量(fr)=0.3mm/rev
主軸回転速度(n)=1500min-1
の場合、主軸(Z軸)送り速度(vf)は450mm/minになります。
穴あけ時間(Tc)
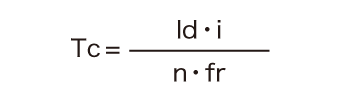
- ld(mm):穴あけ深さ
- i:穴数
- n(min-1):主軸回転速度
- fr(mm/rev):1回転当たりの送り量
- memo
-
穴あけ深さ、穴数、主軸回転速度と1回転当たりの送りから、穴あけ時間を求める式です。
たとえば、SCM430の鋼に
穴あけ深さ(ld)=35mm
穴数(i)=1
主軸回転速度(n)=1500min-1
1回転当たりの送り量(fr)=0.1mm/rev
で穴をあける場合、穴あけ時間(Tc)は約14秒(0.233mm/min)になります。
ねじリード角(tanα)
- I:リード
- n:条数
- P(mm):ピッチ
- d(mm):ねじの有効径
- memo
-
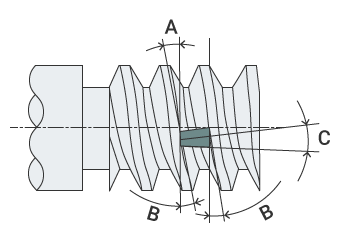
- A
- リード角(α°)
- B
- 逃げ角(β°)
- C
- シートもしくはホルダ傾斜角(θ°)
ねじのリード角を求める式です。
リード角は、リード、条数、ピッチ、ねじの有効径で求めることができます。
たとえば、ISO台形ねじ30°の右ねじ-おねじ(外径)で
有効径=18mm
ピッチ(P)=4mm
条数(n)=1
1回転当たりの送り量(fr)=0.1mm/rev
の場合、リード角(tanα)は約4.05°になります。


