- 画像処理を学ぶ
- 理解度チェック
- 画像処理理解度テスト 1
- 画像処理理解度テスト 2
- 画像処理理解度テスト 3
- 画像処理システムの用途
- 業界別導入事例
- 選定のポイント
- 導入のメリット
検出判断(検出可否確認)の手順
これまで機器の選定ポイントについて紹介してきました。ここからは、その機器を用いて実際のワークを使って検出可能かどうかを見極める工程、すなわち検出判断についてその方法と注意点を解説します。

画像センサ導入までに確認する主な項目
1検査に必要な機器の選定
検査仕様に合致した機器を選定します。
カメラ/コントローラ/照明/
レンズ/モニタ
2検出判断
実ワークと実機で実験を行ないます。
OK、NG品の限度見本/検査タクト/
Must、Wantの確認/品種数
3設置方法、設置場所の選定
具体的な設置場所を検討します。
移動中/停止中/
周囲環境/外乱光/振動など
4自動化のための制御方法
画像センサへの入出力制御を確認します。
撮像タイミング/判定結果出力/
PLC制御/データ出力
5現場テスト
必要に応じて実ラインで検証します。
セッティング微調整/統計解析/
入出力制御確認
6操作方法レクチャー
基本的な設定方法を説明します。
交差設定/感度調整/検査設定変更/
品種登録



検出判断に必要な準備
良品、不良品サンプルを複数個用意する
画像センサによる検出可否を確認するためには、良、不良限度見本による実験が有効です。
また、限度見本サンプルは、複数個ご用意いただいた方が実ラインに近い結果になります。

「MUST」、「WANT」の切り分け
検査内容によっては、どうしても検出しなければならない「MUST」の項目と、できれば検出したい「WANT」の項目を明確にしておくことで、検出可否のランク分けが明確になります。

「MUST」と「WANT」により具体的数値による違いがあれば、画像センサでの検出可否の安定性を判断しやすくなります。たとえば、大きさ20mmの対象を100万画素のカメラを使って視野25mmで検査した場合、1画素は、0.025mmになります。1画素を最小単位と考えるとこの条件での理論上の検出限界は、0.025mmということがわかります。ただし、実際には、様々な外乱条件により検出できる限界は、これよりも余裕を見る必要があります。
たとえば、上の例で「MUST」の欠けの深さが0.5mmであれば20画素の変化として検査でき検出可能と判断できます。もし、「WANT」の欠けの深さが0.05mmであれば、2画素の変化であり、検出できるかどうかのぎりぎりの欠けであることが推測できます。
欠け「MUST」・・・0.5mm → 検出問題なし!
欠け「WANT」・・・0.05mm → 検出限界
判定公差と余裕度の確認
検出可否の安定性を判断するには、複数の良品と不良品で計測値の統計データから判断する方法が確実です。下のグラフは画像センサCVシリーズの統計解析機能で256個の検査ワークの計測結果を表示したものです。上限ライン以上をNGとして検出しています。上限値の設定でどれくらいまでを不良品として検出できるかがわかります。
余裕を持った公差(上限)設定の場合
計測値の平均が約6.3で赤丸が「MUST」の不良品で十分上限を超えています。
青丸、緑丸は、「WANT」の不良品で上限17.0では青丸のNGまでが検出できています。
この設定では、緑丸の「WANT」の不良品は検出できませんが、良品は誤検出しません。
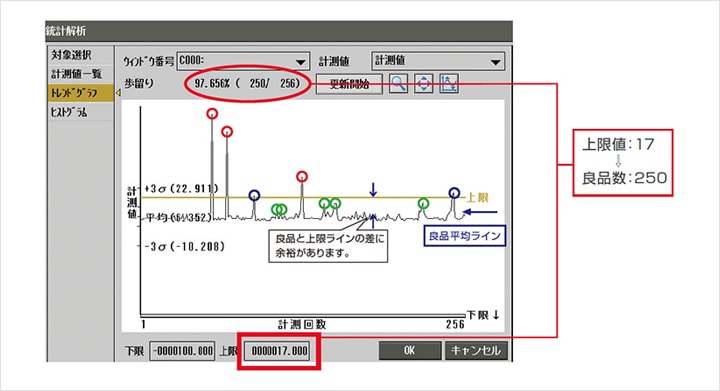
上限値を17から11に厳しくすると、良品数が250個から244個に減り、歩留まりが下がることがわかります。
「WANT」の不良品もできるだけ検出するぎりぎりの設定の場合
「WANT」の不良品である緑丸を検出しようとすると良品のばらつきの最大値と重なるため、これ以上上限を下げると良品を不良品として検出する頻度が高くなります。
この例では、緑丸の不良品が良品と重なる限界ということがわかります。

タクトタイムと画像処理時間1
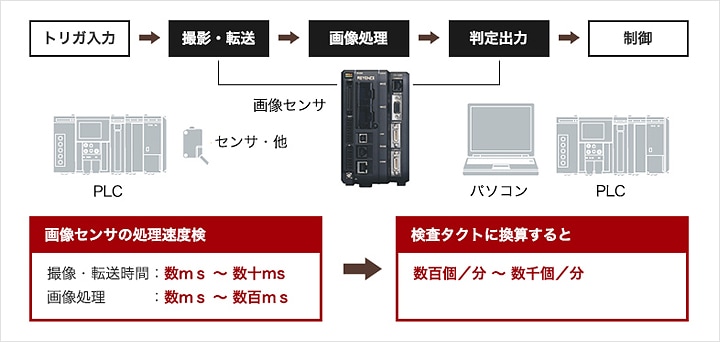
画像センサを使用して検査を行なう場合、画像センサの処理速度については必ず考えておく必要があります。最新の画像センサは超高速処理が可能であり、検査内容によっては1秒間に100個もの検査も可能です。ただし、カメラの画素数や処理内容、処理項目数などによって画像処理時間は大きく変わりますので、画像センサの処理速度と検査ラインのタクトタイムの確認は重要です。
画像センサの処理フローとは?
画像センサによる検査の流れは、下のような流れになります。
タクトタイムと画像処理時間2
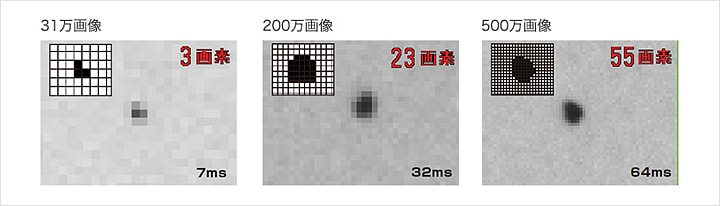
使用するカメラの画素数によって、検出できる最小分解能が変わります。カメラの画素数が多いほど分解能は高くなりますが処理時間は遅くなります。下の例は、31万画素、200万画素、500万画素カメラでの容器上の黒点を検出した例です。各カメラで同じ視野で2値化の画素数を比較すると、検出画素数に大きな差があり、高画素ほど細かな検出が可能であることがわかります。逆に処理時間は高画素ほど遅くなることがわかります。

※下記は処理時間、画素数は代表例。処理時間は、最速トリガ間隔です。
検出判断手順のまとめ
ここまで、選定した機器で検出が可能かどうか、実ワークを使って実験を行う「検出判断」の手順を紹介してきました。
まとめると以下の通りです。
-
1.検出判断に必要な準備をする
良品・不良品サンプルの準備、検査項目(MUST・WANT)の切り分け -
2.判定公差と余裕度の確認
複数の良品・不良品の統計データから、判定公差の上限値を決定 -
3.タクトタイムと画像処理時間の確認
検出に必要なカメラの画素数と処理速度、タクトタイムの確認
本ページに記載した内容の他、画像センサ選びのポイントをまとめた資料「はじめての画像センサ”超”入門」は下記よりダウンロードしていただけます。
最新の画像処理システムのカタログとあわせてご覧ください。