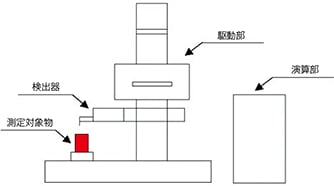
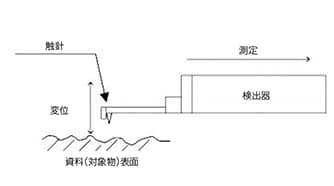
接触式表面粗さ・形状測定機
触針の先端が試料の表面に直接触れる方式です。検出器の先端には触針がついていて、この触針で試料の表面をなぞり、触針の上下運動を電気的に検出します。その電気信号を増幅、ディジタル化などの処理を行い記録します。
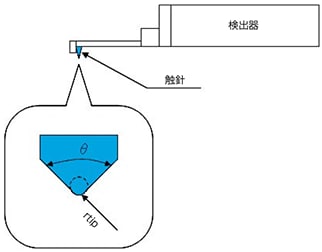
接触式表面粗さ計で微細な形状や粗さを精度良く測定するためには、触針の先端Rがなるべく小さいことや接触圧が少ないことが求められます。触針の材質はサファイヤまたはダイヤモンドが使われていて、触針の先端半径は通常約10μm以下です。理想的な触針の形状は球状先端をもつ円錐になります。
先端半径:rtip=2μm、5μm、10μm
円錐のテーパ角度:60°、90°
理想的な測定機では、特別な指示がない限り円錐のテーパ角度は60°
| 長所 | 短所 |
|---|---|
|
|
接触式表面粗さ計は、試料に直接触れるため、測定に置ける信頼性は高くなります。しかし、直接触れることが同時に上記のような短所も生み出します。特に注意が必要なポイントについて説明します。
触針の摩耗
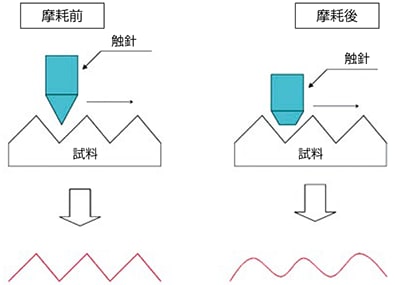
触針は摩耗するため研磨が必要になります。測定対象物の材質・形状によってフラットになったり楕円になったり摩耗の形態も一様ではありません。触針の形状が異なる場合は当然得られる形状波形は異なってきます。摩耗の有無を判定する方法としては、市販の摩耗検定用の標準片を使用する方法があります。摩耗前に標準片を測定したときのデータと使用後のデータの形状(溝の幅など)を比較測定し摩耗の有無を判定します。
測定力による試料への圧痕
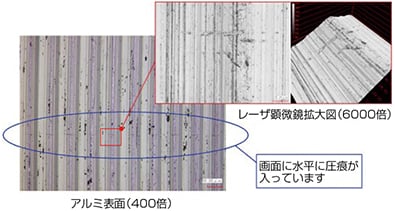
触針は材質としてサファイヤやダイヤモンドが使われているということは既に述べましたが硬い材質を使用している分、対象物の表面には傷が付いてしまう場合があります。特に並行調整を繰り返し行った場合や、触針を高速送りにすると試料に傷を付けやすくなります。
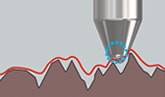
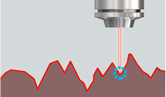
触針の先端Rより小さい溝は測定できない
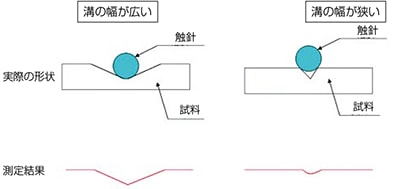
触針の先端は球状になっています。触針の先端Rに対して幅が狭い溝(傷など)は正しく形状を取ることができません。