
CHAPTER 5
射出成型の計算式
ここでは、射出成型の際に必要とされる基本的なパラメータを算出する公式を紹介しています。なお、計算によって算出された数値は、あくまでも目安です。加工の条件は、ご使用される工作機械によって異なります。実際の状況に合わせた最適な条件で加工してください。
金型の必要型締力の計算式(F:tf)
- p(kgf/cm2):キャビティ内圧力
- A(cm2):投影面積の合計
- memo
-
射出成形において金型を締め付けておく力(必要型締力)を求めます。
一般にキャビティ内圧力は約300~500kgf/cm2の範囲です。投影面積の合計は、キャビティとランナーのパーティング面に対する投影面積の合計です。よって、この数値は取り個数やランナーの配置によって変化します。
たとえば、
キャビティ内圧力(P)=400kgf/cm2
キャビティ1個の投影面積(A1)=16.0cm2
ランナーの投影面積(A)=5.0cm2
の場合、必要締結力(F)は
400×(16.0+5.0)÷1000=8.4(tf)
になります。
成形収縮率の計算(s)
- lc(mm):金型寸法
- l(mm):成形品寸法
- memo
-
金型寸法・成形品寸法から成形収縮率を求めます。
プラスチック材料は温度が高いほど体積は膨張し、低くなると収縮するので、一般に金型は成形品よりも大きく作られています。そのときの成形品と金型の空間(キャビティ)寸法の差を成形収縮率といいます。
たとえば、
金型寸法(lc)=400mm
成形品寸法(l)=399mm
の場合、成形収縮率(s)は
100×(400-399)÷400=0.25(%)
になります。
圧力損失(ΔP:Pa)
- 円形・半円・楕円形の場合
-
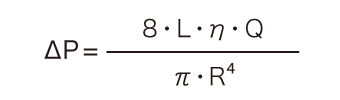
- η(cP):粘度
- Q(m/s):流速
- L(m):長さ
- R(mm):水力学相当円半径
- S(mm2):断面積
- ℓ(mm):断面の全周長
- 矩形断面の場合
-
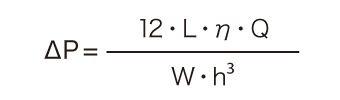
- η(cP):粘度
- Q(m/s):流速
- L(m):長さ
- W(mm):幅
- h(mm):厚み
- memo
-
スプルーやランナー、ゲート部で発生する圧力損失を求めます。式は、樹脂をニュートン流体と仮定した場合の圧力損失の例です。
圧力損失は、断面の厚みや径に大きく依存することがわかります。


