
正面フライス加工の計算式
ここでは、正面フライス加工の際に必要とされる基本的なパラメータを算出する公式を紹介しています。なお、計算によって算出された数値は、あくまでも目安です。加工の条件は、ご使用される工作機械によって異なります。実際の状況に合わせた最適な条件で加工してください。
切削速度(vc)
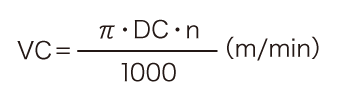
- π(3.14):円周率
- DC(mm):カッタ径
- n(min-1):主軸回転速度
- memo
-
主軸回転速度とカッタの外径から、切削速度を求める式です。
たとえば、
カッタ径(DC)=100mm
主軸回転速度(n)=400min-1
の場合、切削速度(vc)は約125.6m/minになります。
1刃当たりの送り(f)
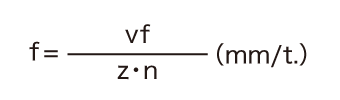
- vf(mm/min):1分間当たりのテーブル送り速度
- z:刃数
- n(min-1):主軸回転速度(1回転当りの送り fr=zxfz)
- memo
-
1分間当たりのテーブル送り速度と刃数、主軸回転速度から、1刃当たりの送りを求める式です。
たとえば、
1分間当たりのテーブル送り速度(vf)=450mm/min
刃数(z)=10
主軸回転速度(n)=600min-1
の場合、1刃当たりの送り(f)は0.075mm/t.になります。
テーブル送り(Vf)
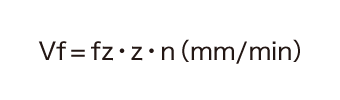
- fz(mm/tooth):1刃当たりの送り量
- z:刃数
- n(min-1):主軸回転速度(1回転当りの送り fr=zxfz)
- memo
-
1刃当たりの送り量と刃数、主軸回転速度から、1分間当たりのテーブル送り速度を求める式です。
たとえば、
1刃当たりの送り量(fz)=0.2mm/tooth.
刃数(z)=8
主軸回転速度(n)=600min-1
の場合、テーブル送り(Vf)は960mm/minになります。
加工時間(Tc)
- L(mm):テーブル総送りの長さ(被切削材長さ(l)+フライス直径(DC))
- vf(mm/min):1分間当たりのテーブル送り速度
- memo
-
テーブル総送りの長さと1分間当たりのテーブル送り速度から加工時間を求める式です。
たとえば、
鋳鉄(FC200)のブロックを
幅=150m
長さ=250mm
の平面に仕上げる場合、
1刃当たりの送り(fz)=0.35mm
刃数(z)=12
主軸回転速度(n)=200min-1
切削速度(vc)=120m/min
正面フライス直径(D1)=ø220mm
であるとすると、1分間当たりのテーブル送り速度(vf)およびテーブル総送りの長さ(L)は、
vf=0.35×12×200=840mm/min
L=350+220=570mm
これを公式に代入すると
Tc=L÷vf
=570÷1120
=0.679(min)×60
=40.74(sec)
加工時間(Tc)は約40.74秒になります。
正面フライス加工の所要動力(Pc)
- ap(mm):切り込み
- ae(mm):切削幅
- vf(mm/min):1分間当たりのテーブル送り速度
- Kc(MPa):比切削抵抗
- η:機械効率係数
- memo
-
切り込み、切削幅、1分間当たりのテーブル送り量、比切削抵抗と機械効率係数から、フライス加工に必要な所要動力を求める式です。たとえば、工具鋼を
切り込み(ap)=5mm
切削幅(ae)=70mm
1分間当たりのテーブル送り量(vf)=300mm/min
で切削する場合に必要な動力を求めます。なお、
比切削抵抗(Kc)=1800MPa
機械効率係数(η)=80%(0.8)
切削速度(vc)=80m/min
カッタ径(DC)=Φ250mm
刃数(z)=16
とします。この場合、まず主軸回転速度(n)を算出し、フライスの1刃当たりの送り量(fz)を求めます。
主軸回転速度(n)=1000・vc÷π・D
=(1000×80)÷(3.14×250)
=101.91min-1
1刃当たりの送り量(fz)=vf÷(Z×n)
=300÷(16×101.91)
=0.184mm/tooth
上記を公式に当てはめると
Pc=(5×70×300×1800)÷(60×106×0.8)
=3.937kw
となり、フライス加工に必要な所要動力(Pc)は約3.94kwになります。
Kcの値
| 被削材材質 | 引張り強さ(MPa)および硬さ | 各送りに対する比切削抵抗Kc(MPa) | ||||
|---|---|---|---|---|---|---|
| 0.1(mm/tooth) | 0.2(mm/tooth) | 0.3(mm/tooth) | 0.4(mm/tooth) | 0.6(mm/tooth) | ||
| 軟鋼(SS400、S10C等) | 520 | 2200 | 1950 | 1820 | 1700 | 1580 |
| 中鋼(S45C、S50C等) | 620 | 1980 | 1800 | 1730 | 1600 | 1570 |
| 硬鋼(S55C、S58C等) | 720 | 2520 | 2200 | 2040 | 1850 | 1740 |
| 工具鋼(SK材等) | 670 | 1980 | 1800 | 1730 | 1700 | 1600 |
| 工具鋼(SKS材等) | 770 | 2030 | 1800 | 1750 | 1700 | 1580 |
| クロムマンガン鋼(MnC材等) | 770 | 2300 | 2000 | 1880 | 1750 | 1660 |
| クロムマンガン鋼(MnC材等) | 630 | 2750 | 2300 | 2060 | 1800 | 1780 |
| クロムモリブデン鋼(SCM材等) | 730 | 2540 | 2250 | 2140 | 2000 | 1800 |
| クロムモリブデン鋼(SCM材等) | 600 | 2180 | 2000 | 1860 | 1800 | 1670 |
| ニッケルクロムモリブデン鋼(SNCM415等) | 940 | 2000 | 1800 | 1680 | 1600 | 1500 |
| ニッケルクロムモリブデン鋼(SNCM439等) | 352HB | 2100 | 1900 | 1760 | 1700 | 1530 |
| オーステナイト系ステンレス鋼(SUS304等) | 155HB | 2030 | 1970 | 1900 | 1770 | 1710 |
| 鋳鋼(SCC材等) | 520 | 2800 | 2500 | 2320 | 2200 | 2040 |
| 硬質鋳鉄 | 46HRC | 3000 | 2700 | 2500 | 2400 | 2200 |
| ミーハナイト鋳鉄(FC350等) | 360 | 2180 | 2000 | 1750 | 1600 | 1470 |
| ねずみ鋳鉄(FC250等) | 200HB | 1750 | 1400 | 1240 | 1050 | 970 |
| 黄銅(C3710等) | 500 | 1150 | 950 | 800 | 700 | 630 |
| 軽合金(Al-Mg、A5005等) | 160 | 580 | 480 | 400 | 350 | 320 |
| 軽合金(Al-Si、A4032等) | 200 | 700 | 600 | 490 | 450 | 390 |
| 軽合金(Al-Zn-Mg-Cu、A7075等) | 570 | 880 | 840 | 840 | 810 | 720 |


