
金型
塑性加工(プレス加工)や射出成形など、さまざまな製品の生産に用いられる「金型」。その製造には、非常に高度な加工技術が要求されます。ここでは、金型の分類・種類・材料、ダイとモールドの違い、設計や加工などの基礎知識を説明します。さらに、製造工程投入前のトライ、型検などで繰り返し行う寸法測定の工数を大幅に改善する最新技術を紹介します。
金型とは
金型とは、金属で製作した型枠の総称です。そこに金属や樹脂、ゴムなどの材料を流し込むまたは通過させ、材料の塑性または流動性などの性質を利用して、連続して同一形状に成形加工することができます。
金型は、自動車のボディ部材のような大型なものから、飛行機の保安部品、パソコンやマウス、スマートフォンの部品のような小型なものまで幅広く活用されています。金型の品質は製品の品質に関係するため、多くのものづくりの現場において非常に重要な存在です。
金型の種類・分類
金型は、現代の工業製品の大量生産において欠かせない道具の1つです。樹脂成形やプレス加工、鍛造、鋳造など幅広い分野で重要な役割を担っています。その代表的な種類や分類などを紹介します。
金型の種類と用途
用途による金型の種類として代表的なものを下記に挙げ、それぞれについて説明します。
- プレス用金型
- プレス機に取り付けた金型の間に鋼板や非鉄金属など板状の材料を配置し、上下から挟み込むことで材料に塑性加工や抜き加工などを施し成形します。抜き型・曲げ型・絞り型・圧縮型などの分類があり、順送プレスなどにより複数種の加工を合理化することも可能です。自動車ボディ部材から電機製品の部品、日用品・雑貨など用途は多岐にわたります。
- プラスチック用金型
- 射出成形・圧縮成形・吹込成形・真空成形などの樹脂成形に用いられます。電機製品・OA機器・自動車部品・ペットボトルなどのほか、「ダイ」と呼ばれる金型を用いてフィルム状や袋状、押出し成形による棒状の製品を成形するなど、製品と同様に金型の種類も多種多様です。金型のなかでもプラスチック用が最も多く生産されているといわれています。
- 鋳造用金型
- シェルフモールド・ロストワックス・重力鋳造・圧力鋳造など各種鋳造用の金型です。主な用途として、エンジンブロックなど自動車部品・バルブなどの工業用部品・建設機械部品、農業機械部品などがあります。なお、金型鋳造のほかに砂型を用いる砂型鋳造もあります。一般に、砂型は、木型や手作業を要し、製造効率が低く高コストでした。しかし、近年は木型のかわりに3Dプリンタなどの活用や工程の自動化によりコスト低減が進んでいます。
- ダイカスト用金型
- 鋳造用金型の一種で、溶融したアルミ合金・亜鉛合金などの材料を高温の状態で圧入して成形します。自動車・精密機械・電機製品などの部品、たとえば、マグネシウム合金を材料としたカメラや電動工具のボディなどの製造に用いられます。
- 鍛造用金型
- 金属材料を鍛造用金型を用いて叩いて強度を与えながら変形させ、成形します。熱間鍛造・冷間鍛造などの型に分類されます。棒網材や非鉄金属などを材料とし、自動車のエンジン内のピストン部品やクランクシャフト、歯車、ジェット機のファンといった重要保安部品、建設機械部品などの製造に用いられます。
- その他の金型
- 上記以外にも、タイヤや靴、工業用部品などの製造に用いられる「ゴム用金型」や、ガラス材料を押型や吹型で成形し、ボトルや瓶、食器類などを製造するための「ガラス用金型」。また、金属の粉末を型にいれて焼き固め、歯車などを成形する「粉末治金用金型」など、材料や形状、目的に応じて多種多様な金型が使用されています。
ダイとモールドの違い
金型には、ダイ(die)やモールド(mold)という異なる呼び方があります。多種多様な金型において、分類の定義には充填する材料の形態または金型の構造など諸説あります。特定の定義がすべての金型の呼称に一致するとは限らず、企業や人によっても呼び方が異なることもあります。ダイとモールドそれぞれに該当する金型の一般的な例を下記に挙げます。
- ダイ(die)
- 金属板の加工に用いられるプレス用金型はダイと呼ばれ、硬貨の製造に用いられる型も同様です。また、樹脂材料を棒状に押出し成形する際に用いる金型もダイと呼ばれます。プラスチック製のフィルムやシートなど薄く平らな製品の押出し成形にはT字型の金型「Tダイ」が、プラスチック袋を製造するインフレーション成形の過程では「丸ダイ」が用いられます。他に、鍛造型などもダイと呼ばれます。

- A
- 正面図
- B
- 断面図
- a
- 溶融樹脂
- b
- マニホールド
- c
- リップ
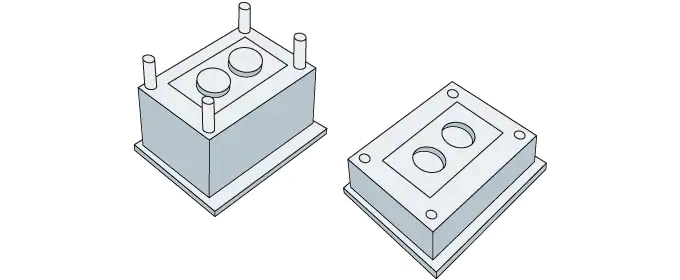
- モールド(mold)
- プラスチック用金型では、溶融樹脂を圧入する射出成形に用いられる雄型・雌型がモールドとして代表的です。また、溶融金属を流し込む鋳造・ダイカスト用の金型もモールドと呼ばれます。他に、金属や樹脂の圧縮成形、金属粉を圧縮して固める粉末成形などに用いられる金型もモールドといわれています。
金型の材料・材質
金型に用いられる材料・材質について説明します。金型を用いて成形・加工する材料・材質の種類や採用する製作方法によって多種多様です。
材料・材質の検討
たとえば、プラスチック用金型だけでも、樹脂成形材料の種類やどのような手法でどのような形状に成形するかによって、弾性・靭性・動的強度・熱伝導性を加味し、さまざまな金型材料や熱処理などを検討します。材質に要求する耐久性・腐食性・摩擦性などとそれらに伴うコストのバランスも金型の材料・材質の選定における重要な要素です。
金型用材料・材質の例
代表的な金型用材料としては、炭素やクロムなどを添加した工具鋼をはじめ、ダイス鋼、高速度鋼、超硬合金などが挙げられます。最近では、セラミックスを用いるケースも見受けられます。
製品の製造工程において多くの場合、繰り返し圧力や熱、摩擦などが加えられながらも、一定のショット数において寸法精度などを確保する必要があります。そのため、金型の材質の多くは、硬質で高い耐久性を持つ反面、切削などの加工が難しい難加工材・難切削材であることが多くあります。
モールドベースと入れ子の活用
目的や条件が合う場合は、規格化・市販されている金型の基礎部分「モールドベース」を活用します。高コストな材料や難易度の高い加工は製品の形状を決める「入れ子」部分に適応し、それらを組み合わせることで低コスト・短納期で金型製作を行う場合もあります。
金型の設計と加工方法
緻密な設計と難加工材が使用されることが多い金型用材料は、製作工程において下記の方法で加工します。
金型設計と加工準備
加工の前にまず重要となるのが、設計における検討・決定事項や加工プログラムなど準備です。
基本的な要件を満たし、冷却水の穴位置確認や、サイズ公差、表面粗さ、材料や熱処理方法などを決めます。金型設計の3Dデータができあがると、それを基にソフトウェアを使って金型の強度や樹脂成形の場合は溶融樹脂など流体をシミュレーションして、細部の検証や再検討をする場合もあります。NC加工のプログラミング(加工データ作成)も行います。各種シミュレーションによって予測したモデリングを加工データの調整に活用する場合もあります。
マシニングセンタでの基本加工
一般に金型の鋼材をマシニングセンタで主要な部分を切削し、目的の形状に近づけていきます。しかし、すべての加工をマシニングセンタで行えるわけではありませんが、ここで全体に対して多くの割合の切削加工を行います。
- 切削加工
- マシニングセンタのほか、NCフライス盤・ジグ中ぐり盤 ・旋盤 ・汎用フライス盤 ・汎用フライス盤・ボール盤などの切削工具を用いて鋼材の不要な部分を削っていきます。
- 研削加工
- 回転する砥石で表面を削ります。金型の表面粗さは、離型性(型離れ性)や成形品の表面に関係する重要な要素です。要求する表面粗さを得るために行われる加工です。平面研削盤・成形研削盤・ジグ研削盤などを用いた研削加工が適用されます。
- 放電加工
- 金型材料(鋼材)と電極の間でアーク放電することで、金型表面の細部を溶かして除去することができます。工具では加工が困難な硬く小さな形状の加工に用います。一般に、ワイヤカット放電加工機・放電加工機が用いられます。
- 組立・仕上げ
- 加工した各種金型部品を組み立てて、最終的な上下型の干渉やスライド部分などのチェック、表面粗さに仕上げていきます。仕上げの工程では、メンテナンス時の微調整と同様、熟練者の高い経験値と技術が要求されることが多い工程です。目視や手触りによる確認と慎重な手作業の繰り返しで、高品質な金型に仕上げていきます。
金型製作における最新技術の活用
製造ラインが自動化していても、設計・製作・加工において人の経験や熟練度に頼る部分が多い金型製作。一方で、テクノロジーの活用によって品質と作業効率を大幅に向上できる余地も多くあります。人の業と知恵を要する金型製作だからこそ、人をサポートするテクノロジーの導入効果は大きいといえます。
設計・加工データ調整
3Dデータを基に金型内で流体がどのように振る舞うのかを予測する流動解析など、シミュレーションの活用が増加しています。たとえば、射出成形用金型であれば、樹脂材料の温度や粘弾性、射出圧力、保圧など成形条件によって、ウェルドラインやショートショットなどの不良発生を事前にモデリングでき、金型加工データの微調整が可能です。また、成形品の反りや成形後の収縮率なども予測できます。トライ段階でのミスの発覚や大幅修正の回避、より確度の高い加工データ作成に各種シミュレーションツールは非常に有効です。
トライ・型検
金型の組み立てや仕上げが終わったら、実際にその金型を使って材料を加工するトライ(try)に移行します。トライで作ったサンプルの寸法で金型の精度を評価し、必要に応じて金型を微調整する重要な工程で、狙い通りの精度が出るまでトライと調整を繰り返します。
型検とは、文字通り金型の検査で、作業性は歩留まり率も評価対象になる場合がありますが、大部分はワークの寸法や形状で評価されます。最新のテクノロジーによって寸法測定の課題を解決する方法を紹介します。
- 工数の課題
- ノギスなどを使った手動での寸法測定や、投影機を用いた出力図面との輪郭照合には、多くの手間や時間がかかります。また、射出成形の多数個取りに代表される一度に複数個の製品を作る金型の場合や、複数のショット数で検証する場合など、寸法測定にかかる作業と工数の負担は増えるばかりです。
- 誤差の課題
- 人が測ることで、測定誤差は大きな課題となります。ワークの形状が複雑だったり小型だったりする場合、狭小部が物理的に測定できなかったり、ミクロンオーダーの精度を追求するには限界があったりします。また、高精度かつ定量的な測定ができないと、金型側の微調整にも影響が生じます。金型は削るよりも肉盛りによる修正に多くの手間がかかるため、微調整時、測定誤差による削り過ぎは回避しなけなければなりません。
- テクノロジーの活用
- 金型での成形を含む加工の現場で導入が進んでいるのが、画像寸測定器です。キーエンスの画像寸法測定器「IM-X」は、ステージにワークを置いてボタンを押すだけ。わずか3秒で300箇所を高精度に測定することができ、複数の同一ワークを一括測定することも可能です。これにより、寸法測定にかかっていた時間を劇的に短縮し、測定誤差の問題を解消することができます。


