工業炉の種類
工業炉は、金属工業をはじめ、機械工業、電機・電子、自動車、化学工業、および環境関連産業の分野などで幅広く利用されています。その役割や目的の多様化により、今日までさまざまな種類の工業炉が開発されてきました。ここでは、金属加工を中心に「溶解炉」「加熱炉」「熱処理炉」「焼結炉・焼成炉」「乾燥炉」の5つに分類して、その概要と代表的な炉について紹介します。
工業炉とは
材料を目的の温度で溶解・加熱・熱処理するための装置を総称して「工業炉」といいます。材料を加熱することで、その材料が持つ物理的性質や化学的性質、機械的性質などを変化させ、目的に合った製品の加工などを行います。
工業炉は、石油やガスなどを熱源とする「燃焼炉」と、電気エネルギーを熱源とする「電気炉」の2つに大別されます。また、「バッチ式」や「連続式」といった操業方式によっても細かく分類されます。さらに、材料を溶かす「溶解炉」をはじめ、金属加工において鋼材に加工する前段階で熱を加える「加熱炉」、金属やセラミックスなどに強度やじん性、耐性などを持たせる「熱処理炉」など、それぞれの用途や目的別に数多くの種類があります。

溶解炉
溶解炉とは、対象物を溶解するための炉です。溶解とは2つ以上の物質が溶けて一体化することから、素材を熱で溶かしブレンドするための炉といえます。アルミニウム原料を溶解するための「アルミ溶解炉」のほか、鉄鉱石とコークス(石炭を蒸し焼きにしたもの)から銑鉄を生み出す「高炉」もまた溶解炉の一種です。一般に溶解炉には燃焼炉と電気炉があり、高炉や「転炉」では燃焼炉が用いられています。また、「アーク炉」には電気炉が使用されています。ここでは、代表的な溶解炉の種類や構造などについて説明します。
高炉
鉄鉱石から銑鉄を作り出すための中核設備で、「溶鉱炉」とも呼ばれます。炉の上部から、鉄鉱石とコークスを交互に投入し、炉の下部からは熱風を吹き込みます。これにより、コークスが熱風や酸素と反応し、一酸化炭素や水素などの還元ガスを発生させます。このガスが鉄鉱石を溶かしながら酸素を取り除き、銑鉄を作ります。
転炉
洋なし型をした炉で、銑鉄から炭素やリンなどの不純物を除去します。炉内に銑鉄と少量のスクラップを入れ、精錬を始めます。大きな圧力をかけて高純度の酸素を吹き込むことで、銑鉄中の炭素やけい素、リンなどと酸化反応を起こし、高熱を発生させて燃焼します。この反応によって炭素が除去され、けい素やリンが取り除かれた後、不純物の少ない鋼となります。
アーク炉
スクラップを鉄鋼生産用に溶解するために使われる電気炉で、工業的に広く用いられているのは「製鋼用アーク炉」です。炉の上部から吊り下げた黒鉛の太い電極と、原料のスクラップとの間で大電流のアーク放電を発生させるとともに、酸素を吹き込みます。これにより高温のアーク熱が発生し、スクラップを溶解・精錬し、鋼を作ります。
アルミ溶解炉
アルミ溶解炉には大きく分けて電気炉と燃焼炉の2つがあります。電気炉は被加熱物に誘導電流を流し、そのときに発生する熱エネルギー(ジュール熱)によって加熱溶解する炉です。燃焼炉は重油、灯油、LPG、都市ガスを熱源としており、現在、アルミ溶解炉で広く使われています。アルミ溶解炉ではインゴット(鋳塊)やスクラップなどの個体のアルミニウム原料を、700~800℃前後で加熱溶解します。
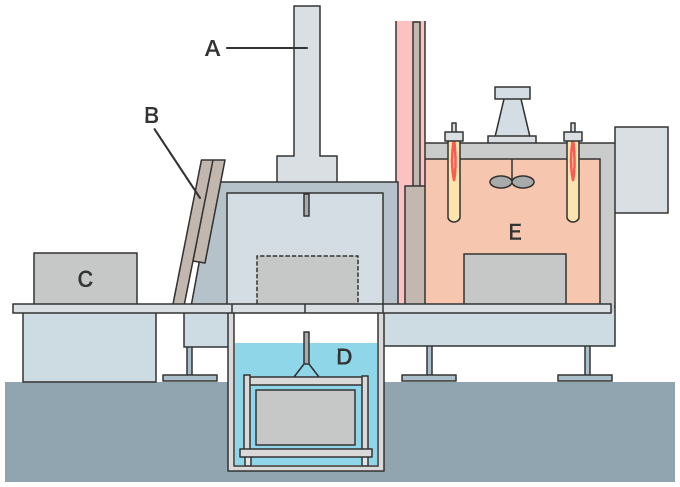
溶解には「集中溶解炉方式」と「溶解兼保持炉方式」があります。集中溶解炉方式は、工場内の1箇所で溶解のみを集中的に行う方式です。炉内に溶湯保持機能がないため、できた溶湯は個々のダイカストマシンに近接した保持炉へ移されます。溶解兼保持炉方式は、ダイカストマシンごとに溶解炉を近接し、溶解から溶湯の供給までをダイレクトに行う方式で、少量生産への対応が可能です。 溶解機能と溶湯保持機能が1つになった溶解兼保持炉を使用します。溶解兼保持炉は、溶解室・保持室・汲出口に分かれており、溶解室で溶かされたアルミニウムは溶湯として保持室で保存され、汲出口からダイカストマシンへ供給されます。
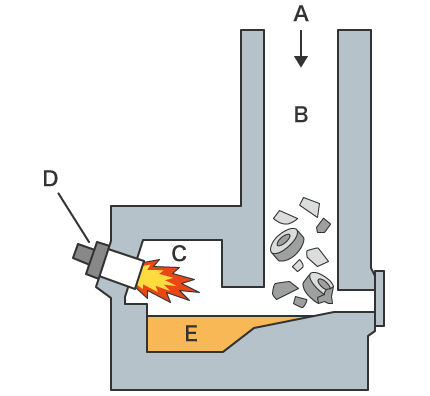
A:材料投入口 B:予熱 C:溶解室
D:バーナー E:溶湯
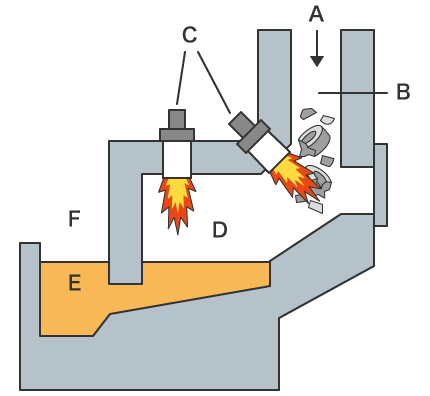
A:材料投入口 B:溶解室 C:バーナー
D:保持室 E:溶湯 F:汲出口
アルミ溶解炉の温度管理
アルミニウム合金を溶解するにあたり注意すべき点は、溶解の温度です。一般的にアルミニウム合金の溶解温度は670~760℃程度で管理します。溶湯を流し込む際、温度が低いと溶湯が完全に満たされない状態で凝固収縮してしまう湯回り不良を起こし、鋳物に空洞(ひけ巣)や穴(ブローホール)などが生じてしまいます。反対に温度が高いと共晶反応を起こし、その部分が膨張して凝固収縮してしまい、鋳物の表面にふくれが生じてしまいます。少しの温度変化により不具合が生じてしまうアルミニウム合金にとって、正確な温度管理は重要課題となっています。
加熱炉
加熱炉とは、電気やガス、重油、灯油などを熱源とし、直火で加熱して変形させる炉を指します。鋼材の製造工程で使われる加熱炉には、主に圧延工程で使用される「圧延加熱炉」と、鍛造工程で使用される「鍛造加熱炉」の2種類があります。ここでは、圧延加熱炉と鍛造加熱炉を取り上げ、それぞれの種類や構造などについて説明します。
圧延加熱炉
ビレット・ブルーム・スラブといった鋼片を加熱した後、圧力をかけて延ばし、さまざまな形状やサイズの鋼材に加工するための炉です。主にバッチ式と連続式があり、特殊な形状のものを再加熱する炉がバッチ式で、連続式は大量生産用に使用されます。また、連続式には「プッシャ式」「ウォーキングビーム(WB)式」「ウォーキングハース(WH)式」などがあります。プッシャ式は小型炉で使用され、大型炉にはウォーキングビーム式が使われます。また、丸鋼片などの特殊形状の加熱や熱処理にはウォーキングハース式が使われています。
圧延加熱炉の温度管理
鋼片を鋼材に加工する際、目的の厚みになるよう圧力をかけて延ばす工程において重要なのが、温度管理です。圧延加熱炉の温度が常に一定に保たれていないと、板の厚みが不均衡になったり、板の幅が変化したりと、成形段階でさまざまな支障が生じてしまいます。バランスのとれた上質な鋼材に加工するには、厳密な温度管理が不可欠です。
鍛造加熱炉
熱間鍛造する材料を必要な温度まで加熱するための炉です。「バッチ式」「プッシャ式」「台車式」といった種類があり、ワークの形状や操業時間などによって使い分けられています。バッチ式は比較的小さなワークで多品種を扱う場合に使用されます。プッシャ式は小型の丸材を加熱する場合に使われることが多く、リングローリング鍛造用の加熱に適しています。また、台車式は大型のインゴットに用いられる場合が多く、加熱時間が長いため、台車フレームや炉材そのものに高い強度や耐スケール性が求められます。
熱処理炉
熱処理炉とは、鋼などの金属を一定の温度以上に加熱したり、冷却したりして金属の組織や性質を改善していくための炉です。代表的なものに「焼入れ炉」「焼もどし炉」「焼なまし(焼鈍)炉」「焼ならし(焼準)炉」があり、熱処理の目的や用途によって役割が変わります。また、鋼材の表面のみを硬化させる「浸炭炉」や真空で熱処理を行う「真空炉」などもあります。ここでは、代表的な熱処理炉の種類や構造などについて説明します。
焼入れ炉・焼もどし炉・焼なまし炉・焼ならし炉
焼入れ・焼もどし・焼なまし・焼ならしを行うための炉です。構造から「バッチ式」と「連続式」に大別され、少量多品種はバッチ式、大量生産には連続式が使用されます。これらはさらに複数の型式の炉に分類され、ワークの種類などによって使い分けられています。バッチ式の代表的なものとして、「箱形炉(マッフル炉)」があります。焼入れ用のエレベータにワークを積載し、加熱室と急冷用の冷却液で満たされた焼入れ槽を移動させて焼入れ・焼もどしを行うほか、焼なまし・焼ならしを行うこともできます。連続式の代表的なものとして、ワークを加熱時のみ静止搬送する「メッシュベルト形炉」があります。メッシュベルトによって、焼入れ炉と焼もどし炉内を連続して搬送します。各炉の間に焼入れ槽があり、焼入れ槽で冷却が行われます。比較的小さなワークの焼入れ・焼もどしに用いられます。
A:焼入れ槽エレベータシリンダ B:装入扉 C:材料 D:焼入れ槽 E:加熱室
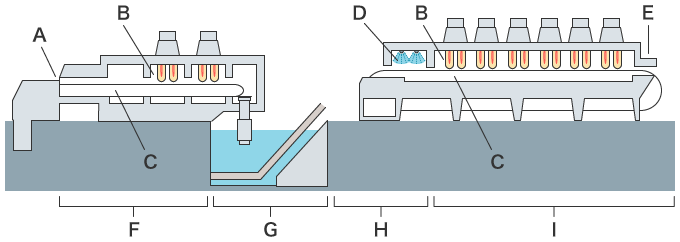
A:投入口 B:ヒーター C:メッシュベルト D:シャワー E:出口 F:焼入れ炉 G:焼入れ槽
H:洗浄室 I:焼戻し炉
焼入れ炉・焼もどし炉・焼なまし炉・焼ならし炉の温度管理
これらの熱処理工程は長時間に及ぶケースも多く、それぞれの工程においての温度管理・時間管理が重要になります。温度が高すぎるとじん性などの機械的性質が悪くなり、低すぎると強度が足りず、もろい鋼材になってしまいます。また、熱処理の時間が長くなると、鋼材の表面の炭素量が少なくなり(脱炭)、割れや欠けが生じる危険があります。また、時間が短すぎると、温度が均一にならず焼きむらができてしまいます。熱処理の温度と時間については、常にそれらを記録するなどして管理することが必要です。
浸炭炉
浸炭処理を行うための炉で、広く利用されているのが「ガス浸炭炉」です。高温(900~1000℃)の炉内に炭素成分を含む浸炭用ガスを流し、低炭素鋼の表層から炭素を浸透させ(浸炭)、表面のみを硬化する熱処理方法です。炭素濃度を高めてから焼入れすることで、じん性の高い鋼材を製造することができます。焼入れ処理を合わせた設備が一般的です。
真空炉
真空状態で熱処理を行う炉で、加熱室と冷却室を兼ねた1室タイプの炉が標準的です。炉内に酸素がない密閉構造なので、加熱中に材料の表面と酸素が反応することもなく、黒ずみ(酸化被膜)が発生しません。酸化被膜が付かないため、光沢のある上質な製品を製造することができます。また、ひずみを抑制できるなどのメリットもあります。
焼結炉・焼成炉
鋼などの金属やセラミックスなどの非金属の粉末を金型などに入れて成形し、融点未満の温度で加熱して焼き固めるための炉です。粉末を加熱することで組織が密になり、硬度の高い製品を製造できます。また、粉末を加工して加熱するため、鋳造よりも加工の自由度が高く、自動車のエンジン部品や駆動系部品など、複雑な形状の機械部品の製造に適しているのも特徴です。鋼などの金属を熱処理で焼き固めるものを「焼結炉」、セラミックスなどの酸化物系の熱処理に使用するものを「焼成炉」と呼びます。ガスや電気で加熱する炉が一般的ですが、赤外線やレーザーといった光を使った加熱方法や、マイクロ波などの電磁波を用いた加熱方法もあります。少量生産には「バッチ式」が、大量生産には「連続式」が使われます。
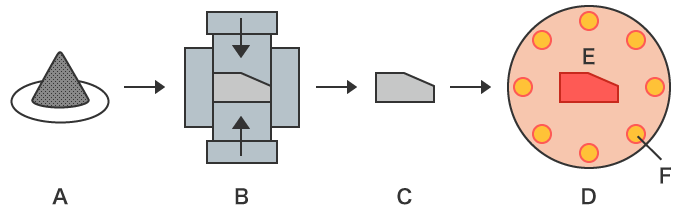
A:原料 B:成形 C:成形品 D:焼結 E:焼結炉(バッチ式) F:ヒーター
焼結炉・焼成炉の温度管理
原料の粉末を熱処理する製造工程において、温度や時間管理は製品の品質を保つうえで非常に重要な課題となっています。粉末は成形過程において気孔にばらつきが生じるため、温度管理や時間管理が不十分だと強度が均一に保てなかったり、重心にばらつきが生じたりするなど、製品の強度や耐性などにも大きく影響します。また、温度や時間、雰囲気など、条件の組み合わせにより、異なった特性の製品が幾通りにも作られるが故に、目的に合った製品を製造するには厳密な温度管理を行う必要があります。
乾燥炉
ガスや灯油など、さまざまな熱源を使用して水分・溶剤・粉体などの材料の乾燥・焼付処理を行う炉です。「直接加熱方式」と「間接加熱方式」があり、直接加熱方式はバーナーなどで加熱した熱風を炉内に直接送り込んで循環させる方法です。熱効率が高く、短い時間で温度が上昇します。間接加熱方式は燃焼室と炉内が分かれており、バーナーなどで燃焼管を加熱し、その放射熱を利用して炉内を加熱し、循環させる方法です。炉内全体に熱が広がるので乾燥むらが少なくなり、不完全燃焼によりススが炉内に入るといった危険性も少なくなります。また、鉄鋼やアルミニウムなどの金属製品の工業塗装には、熱硬化型塗料に熱をかけて塗膜を硬化させるための乾燥炉(焼付炉)が使われます。塗膜の硬化度合いの調整が難しく、焼きすぎや焼きあまなどの塗膜不良を防ぐために、炉内の温度管理や時間管理が重要となります。





