熱処理トラブル
品質管理のページでもご説明しましたが、目的にあわせて正しく熱処理を実施しないと脱炭や粒界酸化、焼割れ、焼入変形、研削割れなどのトラブルが発生します。これらのトラブルは、製造工程や検査方法の改善、温度管理の高精度化など、品質管理を徹底することで防ぐことができます。こちらでは、熱処理トラブルの原因と対策などを詳しく解説します。
脱炭
脱炭とは、鋼材を加熱する際に空気中の酸素と鋼材表面の炭素が結合し、炭素が失われる現象です。炭素量が規定以下になった層を「脱炭層」と呼び、炭素が抜けてしまった部分は焼入れをしても十分な硬さを得られず、硬化不足などのトラブルを招きます。また、炭素が欠乏した表面のマルテンサイト化が不十分になり、内部と表面で体積膨張に差が生まれ、表面に残留応力が生じて強度不足になることもあります。JISでは、脱炭を以下のような現象と規定しています。
金属製品熱処理用語(JIS B 6905)
- 鉄鋼を炭素と反応する雰囲気で加熱するとき,表面から炭素が失われる現象(※)。
- 浸透拡散処理で表面に炭素が移動して内部に低い炭素濃度の部分ができる現象(※)。
※ JIS G 0201 参照
備考:脱炭している層を脱炭層という
脱炭を防止する対策
脱炭を防止するには、炉内のCO2、CO濃度を分析・制御し、雰囲気を調整することが重要です。

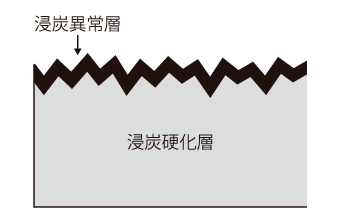
粒界酸化
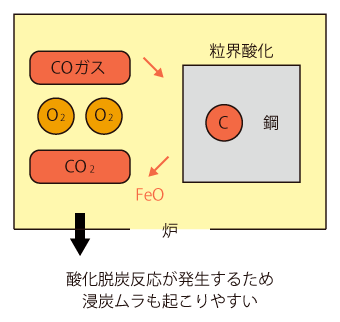
粒界酸化とは、O2や水蒸気、CO2などの酸化性雰囲気中で熱処理する際に金属表面が酸化する現状です。加熱中は、鋼材表面から結晶粒界にそって拡散浸透し、結晶粒界が酸化するため、異常摩耗や異常破損の原因になります。JISでは、粒界酸化を以下のような現象と規定しています。
金属製品熱処理用語(JIS B 6905)
熱処理において,金属製品の表面層の結晶粒界が熱処理雰囲気中の酸素によって酸化される現象。
備考:内部酸化ともいう
粒界酸化を防止する対策
原因になるO2や水蒸気、CO2などの雰囲気を除去することが効果的です。もっとも簡単な方法は、炉内に不活性ガスを充満させて熱処理を行うことです。ただし、現実的に粒界酸化が発生しないレベルまで炉内の酸素を低減することは不可能です。また、不活性ガスのアルゴン(Ar)は高価なため、窒素(N2)を使用することが多くなっています。一般的に粒界酸化のない製品を製造する場合、真空浸炭やプラズマ浸炭が用いられます。
焼割れ
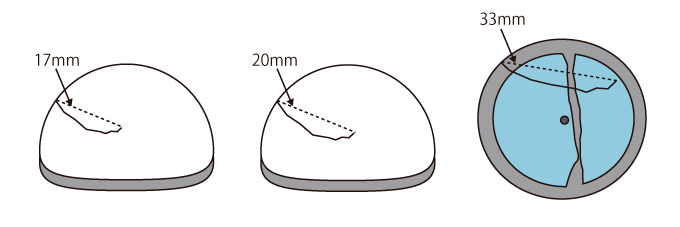
焼割れとは、焼入れにムラが生じ、体積膨張による歪みによって引き起こされる割れです。焼入れを行った瞬間ではなく、200°C以下に冷却したとき、また焼入れの翌日などに発生することもあるので注意が必要です。JISでは、焼割れを以下のような現象と規定しています。
金属製品熱処理用語(JIS B 6905)
焼入れによって発生する割れ(※)。
※ JIS G 0201 参照
焼割れを防止する対策
焼割れが発生する原因は、製品の形状や表面の状態が悪い、冷却方法の不備、焼入れ直後に焼もどしを実施しなかった、焼入れ温度が高すぎるなどが考えられます。対策としては、まず製品の形状や表面の状態を見直すことが重要です。また、焼入れ後に200°C以下まで冷やしきらない、焼入れ直後に焼もどしをする、焼入れ温度を下げるなどの方法も有効です。
焼入変形
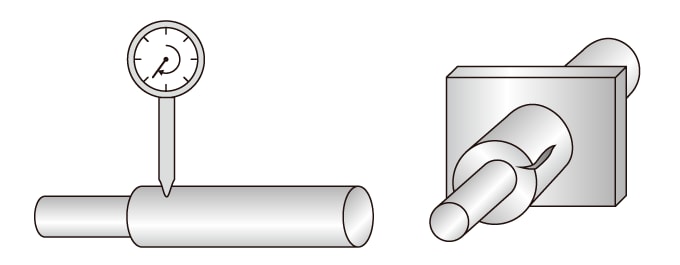
焼入変形とは、熱処理によって発生する鋼材の変形を指します。焼入れ・焼もどしを行うと熱膨張収縮による「熱変形」と、組織変化によって生じる「変態による体積変化」が起こります。JISでは、(熱処理)変化を以下のような現象と規定しています。
金属製品熱処理用語(JIS B 6905)
熱処理によって生じた製品の変形。
備考1 熱処理ひずみともいう
備考2 寸法変形 (size distortion),形状変形(shapedistortion)がある
焼入変形を防止する対策
熱変形を防止するには、温度ムラを少なくする、加熱速度を遅くする、予熱などで急激な温度変化を加えない、冷却方法を見直すなどの方法があります。変態による体積変形(変寸)も複合的に発生するため、それを考慮して熱処理条件を調整する必要があります。熱処理条件の調整だけで対応が難しい場合は、後処理加工で矯正する場合もあります。
研削割れ
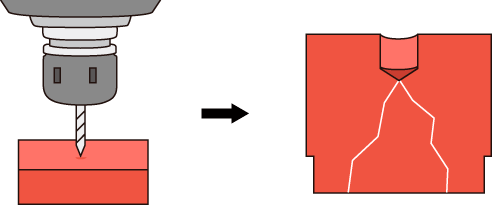
熱処理後、鋼材を研削加工する際に発生する割れを「研削割れ」「研磨割れ」と呼びます。研削割れは、切削や研磨などの加工で表面温度が約100度まで上昇することによって発生するものを「第1種研削割れ」、約300°Cまで上昇することによって発生するものを「第2種研削割れ」と分けます。その原因は、残留オーステナイトがマルテンサイトに変態し、膨張することで応力割れが発生することにあります。
焼入変形を防止する対策
熱処理による残留オーステナイトを減らし、研磨などの後加工で温度上昇させないことが有効な対策です。第1種研削割れは100〜120°C焼もどし、第2種研削割れは300°C焼もどしが有効とされていますが、鋼材や後工程なども考慮して検討しましょう。





