
CHAPTER 1
インサート
ここでは、インサートの特徴と種類、普及した背景やメリットを紹介。さらに国際規格であるISO13399で規定された記号と内容について説明します。
「インサート」とは
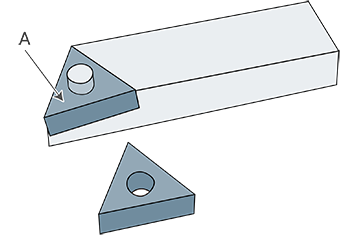
「インサート」とは、インサート工具(刃先交換式バイト)に取り付ける刃先のことで、「インサートチップ」または「スローアウェイチップ」ともいいます。
従来のバイトに刃先を溶接で取り付けた工具である付け刃工具は、刃先が摩耗したり欠損すると、刃先をグラインダーなどで研磨しなければなりません。また、研磨の角度によって切れ味が変わるため、その作業には高い技能が必要でした。一方、インサート工具は刃先を交換するだけで切れ味を再現することができます。交換の作業に技能はほとんど不要です。
他にも、刃先を交換するだけで、さまざまな被切削材に対応できたり、刃先が摩耗しても刃先を交換するだけなので、費用を節約できるなどのメリットがあります。
インサートの種類
近年、繊維強化プラスチック(FRP)や炭素繊維強化プラスチック(CFRP)といった新素材の利用率が高まり、従来の金属用以外の刃先が多く開発されています。また、荒加工から鏡面仕上げまで、仕上がりに応じた刃先もあります。たとえば、金属切削に使用されるインサートの多くは「超硬合金」といわれる素材でできています。しかし、FRPやCFRPの加工には「PCD」という素材でできたインサートが使われます。また、PCDが酸化するような高温になる加工には、「CBN」といわれる素材でできたインサートが使われます。これらの他、サーメットやセラミックスなど、被切削材に合わせたさまざまな素材が使われています。
インサート記号
切削工具の表現と交換に関する国際規格、ISO13399におけるインサートの記号一覧です。
| 記号 | 部位・内容 |
|---|---|
| AN | 切れ刃逃げ角度 |
| AS | 副切れ刃逃げ角度 |
| BCH | コーナ面取り幅 |
| BS | 副切刃幅 |
| CDX | 最大溝深さ |
| CF | 先端刃幅 |
| CW | 溝入れ刃幅 |
| D1 | 取り付け穴径 |
| DC | 加工径 |
| DCON | 取り付け部径 |
| DMIN | 最小加工径 |
| DMM | 軸径 |
| EDR | R ホーニング量 |
| EPSR | 頂角 |
| FHCSA | 取り付け穴テーパ角度 |
| FHCSD | 取り付け穴上部径 |
| GAN | ブレーカすくい角度 |
| IC | 内接円 |
| INSL | 対辺長さ |
| KAPR | 切り込み角度 |
| KRISN | 副切刃切り込み角度 |
| L | 水平方向切刃長さ |
| LBB | ブレーカ幅 |
| LE | ブレーカ有効切刃長さ |
| LF | 切刃長さ、全長 |
| LU | 使用可能長さ |
| M | 内接円からの刃先位置 |
| PDPT | 突出し長さ |
| PDX | X 方向ネジ山位置 |
| PDY | Y 方向ネジ山位置 |
| PNA | ねじ山角度 |
| PSIRL | 左側前切刃角度 |
| PSIRR | 右側前切刃角度 |
| RAL | 左側横逃げ角度 |
| RAR | 右側横逃げ角度 |
| RE | コーナR |
| S | 厚み |
| W1 | 垂直方向長さ |


