運用のポイント
ここでは除電器(イオナイザ)の運用において、各種設定のなかでも重要なポイントについて解説します。
イオン極性の切り換え速度(イオン周波数)について
プラスイオンとマイナスイオンの切り換え速度を調整できる、パルスAC方式やパルスDC方式の除電器(イオナイザ)であれば、設置する距離に応じてイオン極性の切り換え速度(イオン周波数)を適正に設定しなければなりません。
この設定は、除電器(イオナイザ)の基本性能に大きく影響するため、重要な運用ポイントのひとつとなります。
| 除電距離 | 基本性能 | イオン周波数が低い (遅い) |
イオン周波数が高い (速い) |
|---|---|---|---|
| 近距離 | イオンバランス | × | 〇 |
| 除電速度 | × | 〇 | |
| 遠距離 | イオンバランス | 〇 | 〇 |
| 除電速度 | 〇 | × |
近距離設置の場合:切り換え速度(イオン周波数)を高く
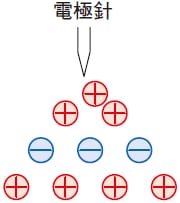
設置距離が100 mm以下程度の場合、イオンの発生周期を短く(イオン周波数を高く)しておかないと、イオンバランスが悪くなります。
- イオンの発生周期が速い場合
-
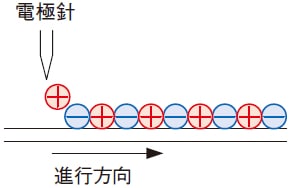
+、−のイオンが均一に供給されるため、イオンバランスが良くなる。
- イオンの発生周期が遅い場合
-
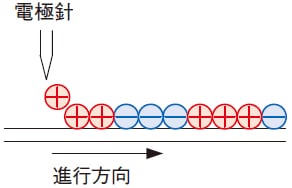
+のイオンが集中する部分、−のイオンが集中する部分ができるため、イオンバランスが悪くなる。
遠距離設置の場合:切り換え速度(イオン周波数)を低く
- イオンの発生周期が速い場合
-
 帯電物
帯電物+、−のイオンが再結合し、離れた位置までイオンが到着しない。
- イオンの発生周期が遅い場合
-
 帯電物
帯電物+、−イオンの再結合が少なく、遠くまでイオンが到着する。

エア供給について
一般的に、除電器(イオナイザ)と対象物の距離が遠くなるほど、イオンが届くまでに時間がかかり、除電速度は遅くなります。また、仮に除電速度を速くするためにプラスイオンとマイナスイオンの切り換え速度(イオン周波数)を遅くした場合、イオンバランスが低下してしまいます。
そこで、距離が遠い状態で、除電速度とイオンバランスの悪化を抑制するために、除電器(イオナイザ)に「エア」を供給するという手法を用います。
エア供給例(1):エアガン(エアパージ)の利用
エアパージのガン部分の先端に除電器(イオナイザ)を取り付けます。この組み合わせは、「除電ガン」とも呼ばれます。
ガンのトリガを引くことで、エアパージからの強いエアと一緒にイオンを対象物に吹き付けつけます。それにより、帯電物を除電すると同時に、ワークに静電気で付着したゴミやホコリも除去することができます。

エア供給例(2):除電器(イオナイザ)へのエア供給
除電器(イオナイザ)にエアを供給し、その空気圧で発生したプラスとマイナスイオンを遠距離に届けます。それにより除電速度が速くなり、またイオンの切り換え速度(イオン周波数)を高く設定してもイオンバランスを良い状態に維持することができます。
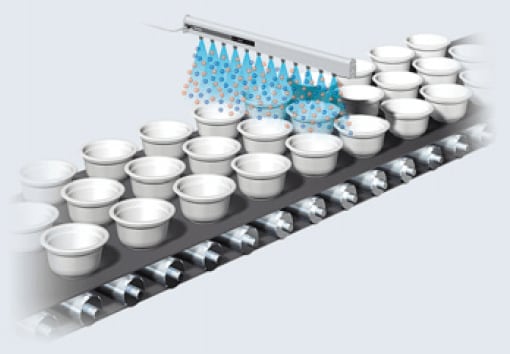
例えば、ライン製造における食品トレーやカップ内への異物付着防止には、オンライン設置した除電器(イオナイザ)にエアパージでエア供給することで、静電気除去の精度を向上させることができます。
また、エアパージを併用することで、除塵性能が向上します。除電と同時にエアの力でゴミやホコリといった異物を吹き飛ばすため、静電気によってワークに付着したゴミの除去にも大きな役割を果たします。