アーク溶接の種類と原理
非消耗電極式と消耗電極式に大別される「アーク溶接」の種類やアークの発生、溶着原理についてご紹介します。
アーク溶接の種類
「融接」のなかでも「アーク溶接」は、さまざまな産業分野で幅広く用いられている溶接法です。
特徴や装置の機構、使用するガスなどによって細分化していますが、「ティグ溶接」「ミグ溶接」「マグ溶接」などシールドガスによって溶接部を大気から保護するガスシールドアーク溶接は、自動化にも適していることから、広範囲で用いられています。
ガスシールドアーク溶接を含む「アーク溶接」は、溶接棒(またはワイヤ)が溶ける「消耗電極式(溶極式)」と、溶けない「非消耗電極式(非溶極式)」の2種類に大別できます。
| 電極消耗 | 溶接法 |
|---|---|
| 非消耗電極式(非溶極式) |
|
| 消耗電極式(溶極式) |
|
この分類は一例です。分類にはさまざまな手法があり、必ずしも上の表のとおりとは限りません。

アーク溶接のメカニズム
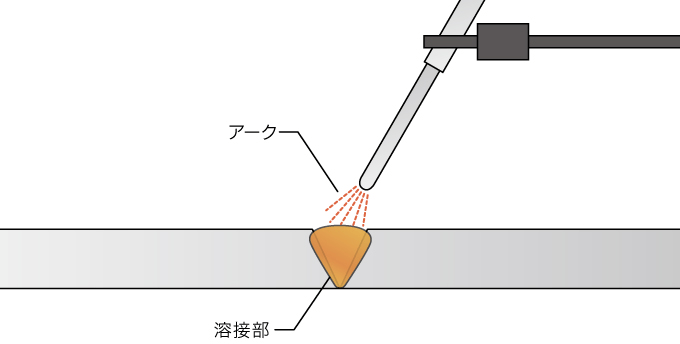
アーク溶接では、「アーク放電」という電気的現象を利用します。アーク放電とは、気体の放電現象の一種で、空気中に発生する電流のことです。空間的に離れた2つの電極に電圧をかけていくと、やがて空気の絶縁が破壊されて2つの電極の間に電流が発生し、同時に強い光と高い熱を発生します。このとき発生する弧(Arc)状の光を「アーク」といい、アークの熱を熱源として利用する溶接方法が「アーク溶接」です。
アーク溶接では、電極(溶接棒またはワイヤ)にプラス、母材にマイナスの電圧をかけます。すると、母材から電極へのアークが発生します。
アークの出力電流は約5A~1,000A、出力電圧は8~40V程度。アークの温度は約5,000°C~20,000°C。鉄の融解温度は約1,500°C。母材と電極は、高温になり溶け込んで接合されます。