ミグ(MIG)溶接
「ミグ(MIG)溶接」の種類やマグ溶接との違い、溶接機や溶接法の特徴を紹介。自動車や二輪車製造で用いられる「低周波重畳パルス溶接法」についても説明します。
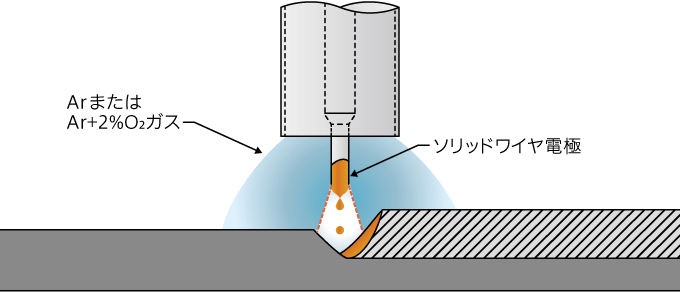
「ミグ(Metal Inert Gas)溶接」はアーク溶接の一種で、ティグ溶接と同様にシールドガスに不活性ガスを用いますが、ミグ溶接の場合、放電電極が溶ける消耗電極式の溶接法です。
ステンレスやアルミ合金の接合が一般的な用途ですが、溶接する素材によってシールドガスを使い分けます。
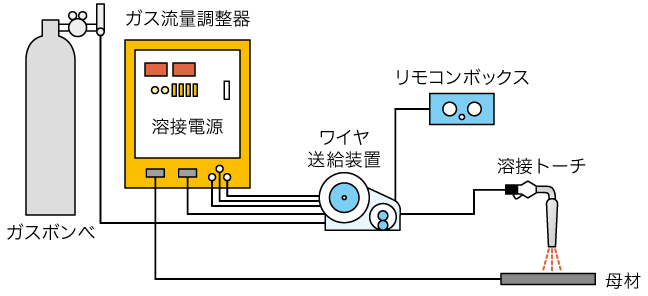
電極には、針金状の溶接ワイヤを使用します。ワイヤはコイル状に巻かれてワイヤ送給装置に取り付けられており、電動モータで駆動する送給ローラで自動的にトーチの先端部まで送給されます。ワイヤへの通電は、コンタクトチップ通過時に行われます。ワイヤと母材との間に発生させたアークで、ワイヤと母材を同時に溶かしながら溶接します。このとき、アークや溶融地の周辺を大気からシールドするシールドガスは、ノズルで溶接部周辺に供給されます。
- 溶接電源
- ワイヤ送給装置
- 溶接トーチ
- ガスボンベ
ミグ溶接は、交流/直流による分類、またパルスの有無によっても分類されます。
| パルス | 溶接法 | |
|---|---|---|
| 直流(DC) | 無 | ショートアークミグ溶接法 |
| スプレーミグ溶接法 | ||
| 大電流ミグ溶接法 | ||
| 有 | パルスミグ溶接法 | |
| 低周波重畳パルスミグ溶接法 | ||
| 交流(AC) | 有 | 交流パルスミグ溶接法 |
| 低周波重畳交流パルスミグ溶接法 | ||
| 直流+交流 | 有 | 交流/直流複合パルスミグ溶接法 |
「ショートアークミグ溶接法」は、短絡移行(ショートアーク)現象による溶接法です。半自動で溶接することが多く、この場合母材への入熱が少ないため、薄板が対象材になります。マグ溶接によるショートアーク溶接は、難姿勢での中厚板材の溶接によく用いられますが、ミグ溶接で中厚板を溶接する場合はパルスミグ溶接法がよく用いられます。
「スプレーミグ溶接法」は、溶接電流を臨界電流以上に設定し、アーク電圧を高めに設定して溶接します。溶けた溶加材が霧状になる「スプレー移行現象」を活用して接合するミグ溶接法です。アルミニウムを溶接する場合、スパッタを発生しない状態で溶接すると融合不良などの溶接欠陥が発生する場合があります。この場合、アーク電圧を少し下げ、微小なスプレー移行状態で溶接します。ただし、薄板から中厚板まで溶接できる「パルスミグ溶接法」が一般化して以来、スプレーミグ溶接法はあまり用いられなくなりました。
「大電流ミグ溶接法」は、太径(直径約3.2mm~5.6mm)の溶接ワイヤを使って溶接します。溶接装置には、2重シールドガスノズルを備えた溶接トーチと、定格出力電流が約1,000Aの定電流特性電源を用います。
「直流」で「パルス有」のミグ溶接法は、「コンベンショナルパルスミグ溶接法」とも呼ばれています。基本原理はパルスマグ溶接法と同じです。アークを維持するための小さなベース電流と臨界電流以上のパルス電流を交互に流すことによって、平均電流が臨界電流を下回る場合においても、ワイヤからの溶滴移行がスプレー化できるようにした溶接法です。薄板から厚板まで効率よくかつ高品位で溶接できます。
「低周波重畳パルス溶接法」は、アルミニウムの高付加価値な溶接を目的に、パルスミグ溶接法を基として開発された溶接法です。うろこ状の美しいビードが得られるため、自動車や二輪車の薄いアルミニウム板を溶接する場合に用いられます。


