開先溶接の基礎と注意点
溶接による接合には隅肉溶接やスポット、栓溶接などの方法がありますが、溶接の強度を高める場合は、「開先溶接」といわれる溶接法が多く用いられます。開先溶接は、「開先」といわれる加工を施した母材の接合面を溶接する溶接法です。
ここでは、開先の各部の名称や溶接記号といった基礎知識から、隅肉溶接との違い、強度との関係、さらに開先溶接で発生する欠陥を説明します。
開先とは
開先とは、必要な溶け込みを得るために、溶接の前に溶接継手に設けられる溝状の窪みのことです。そして、開先を設けることを開先加工、開先加工した継手を溶接することを開先溶接といいます。
開先への完全溶け込み溶接
開先溶接は、母材の変形を抑制したり、接合部分に強度が必要とされる溶接では不可欠な技術です。開先を設けることで接合強度を高めることができるのは、完全溶け込み溶接ができるためで、特にアーク溶接による厚板の接合では開先溶接が広く適用されてきました。
開先溶接は、アーク溶接に比べて溶接線が狭いレーザー溶接でも有効で、より狭い溶接線と低い入熱量による溶接を可能にし、母材の変形や残留応力を抑制することができます。一方、隅肉溶接に比べて溶接線が狭いため、開先加工や溶接時の倣い制御には高い精度が求められます。

突合せ溶接と開先溶接
突合せ溶接とは、2つの母材の継手を同一平面で接合する溶接法です。
突合せ溶接は、平板どうしの接合以外に配管などでも行われ、継手に薄い裏金(裏鉄)を当てて溶接する溶接法もあります。隅肉溶接と異なり、突合せ溶接では接合した母材どうしが一体化されます。そして、構造用鋼などの場合、溶接金属と熱影響部の強度は母材よりも高くなり、強度の高い継手になります。
一方で、突合せ溶接は完全溶け込み溶接が難しい場合が多く、特に厚板においてその傾向が顕著になります。このため、完全溶け込み溶接を行う場合は継手に開先加工を施し、開先溶接を行うことが一般的です。
開先溶接と隅肉溶接の違い
開先溶接は開先の形状で溶接の深さや幅・接合面積を変えることで、接合強度を調整することができます。一方、隅肉溶接は母材間に隙間ができるため、強度が低くなります。
板金溶接の現場では、溶接する箇所によって開先溶接と隅肉溶接を使い分けます。開先溶接の中でも、最も強度を高めることができる方法が完全溶け込み溶接で、母材並みの強度が実現できるため、強度部材の溶接に用いられます。
T継手の場合
開先溶接
隅肉溶接
開先各部の名称と記号
開先の各部にはそれぞれ定められた名称があります。また、開先の形状は記号で指示されます。ここでは、溶接の現場でよく使われる開先の名称と記号、特徴について説明します。
各部の名称
開先には、多くの種類がありますが、ここではV形開先を例に各部の名称を紹介します。
V形開先の場合
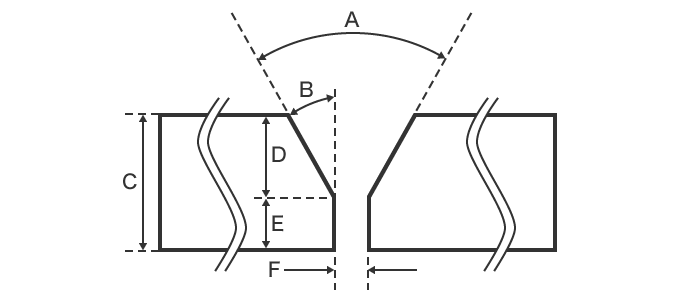
- A
- 開先角度
- B
- ベベル角度
- C
- 板厚
- D
- 開先深さ
- E
- ルート面(ルートフェイス)
- F
- ルート間隔
開先の溶接記号の見かた
開先の形状は溶接記号で定められており、たとえば、溶接深さが「5mm」ルート間隔が「0」、開先角度が「70°」の完全溶け込み溶接の場合、以下のように記載されます。
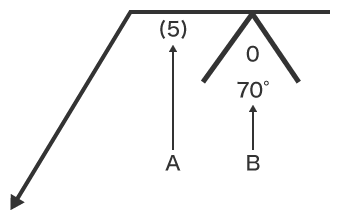
- A
- 溶接深さ
- B
- ルート間隔と開先角度
開先の種類と記号
開先には、より高い強度を実現するために、さまざまな形状があります。開先の形状は母材の材質や厚み、溶接箇所などによって使い分けられます。
| 開先断面形状 | 溶接記号 | 特徴 | |
|---|---|---|---|
| I形 | 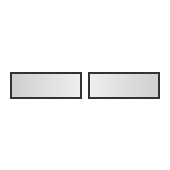 |
 |
平坦な断面同士の開先。開先加工は容易。溶着量が少なく変形が小さい。電子ビーム溶接やレーザ溶接、摩擦攪拌接合(FSW)では原則としてギャップ0mmのI形開先を適用する。厚板への適用は困難。 |
| V形* | 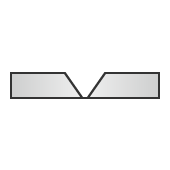 |
 |
V字型のような断面の開先。開先加工は比較的容易。板厚方向に非対称なビード形状となるため角変形が大きい。厚板では溶着量が多くなり変形量も大きい。 |
| レ形 | 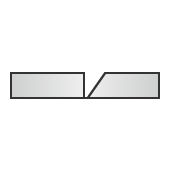 |
 |
カタカナの「レ」のような断面の開先。開先加工は比較的容易。開先角度やルート間隔が溶接施工性に影響する。 |
| J形 | 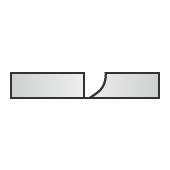 |
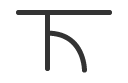 |
J字型のような断面の開先。レ型開先との違いは、母材の片側がRになっているため開先加工が難しい。 |
| U形 | 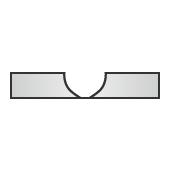 |
 |
U字型のような断面の開先。母材の片側がRになっており、開先加工が難しい。極厚板では溶着量を少なくでき変形も小さい。 |
| X形 | 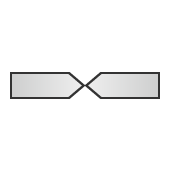 |
 |
開先加工は難しい。V形開先に比べて溶着量を少なくでき角変形も小さい。 |
| K形 | 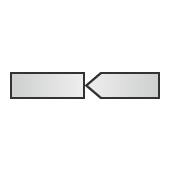 |
 |
開先加工は容易。X形に似た特徴を持つが、開先が非対称であるため、溶接や裏はつりが難しい。 |
| 両面J形 | 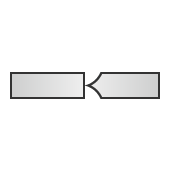 |
 |
母材の片側がRになっているため開先加工が難しい。V形・X形に似た特徴を持つ。極厚板では溶着量を少なくできる。 |
厚板:板厚が6mm以上の鋼板
極厚板:板厚が150mm以上の鋼板
*ルートが大きい場合は、Y形開先ということがある。
開先形状による溶け込みの違い
開先の中でも、I形開先は最も加工しやすく、溶接量・熱変形ともに少ないという利点があります。一方で、完全溶け込みを得るには板厚に限界があります。これに対し、V形やU形開先は厚板でも完全溶け込みを得ることができ、その厚さには理論上限界がありません。
ここでは、I形開先とV形開先を例に、溶け込みの違いを説明します。
溶接条件は以下の通りです。
溶接方法:TIG溶接
板厚:7mm
出力:I形開先は120V、V形開先は100V
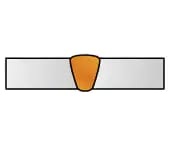
I形開先の溶け込み
I形開先は、板厚がそのまま残った状態で溶接します。このため、アークが裏面まで貫通せず、板の半分くらいが溶接された、部分溶け込みの状態です。
溶接中
溶接後
- A
- 貫通していない
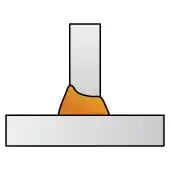
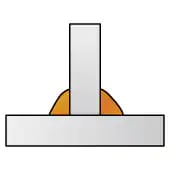
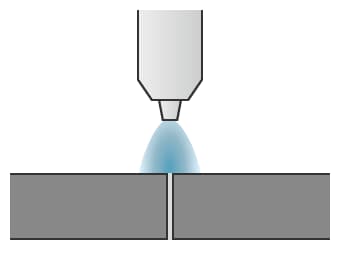
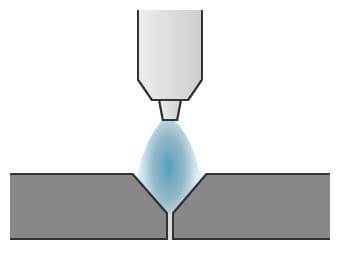
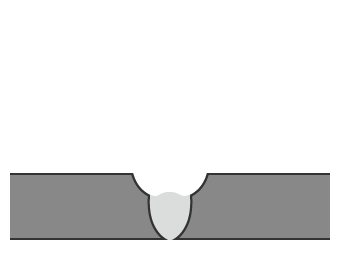
V形開先の溶け込み
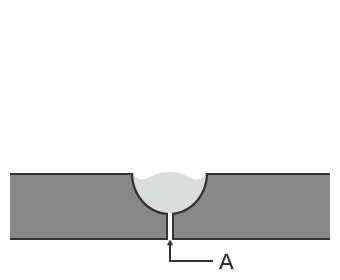
V形開先は、加工した溝の上から溶接します。このため、アークが裏面まで貫通し、板の裏まで溶接されます。裏に出ているビードを「裏波」といいます。しかし、板の表は窪んでいますので、十分な強度が得られるように2層目を溶接します。これで、完全溶け込み溶接の完成です。
1層目の溶接
溶接中
溶接後
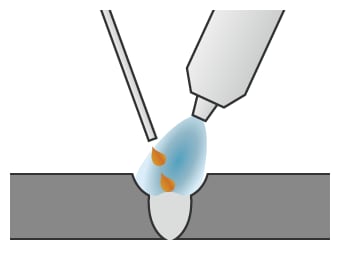
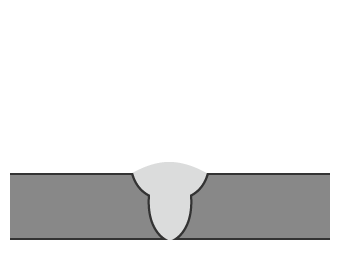
2層目の溶接
溶接中
溶接後
開先溶接の検査とトラブル
開先の形状は、溶接のしやすさと強度、溶接量などに大きく影響します。開先加工は切削機で行われますが、開先角度やルートギャップ、裏当て金のすき間などが適切でないと、溶接欠陥の原因になります。
たとえば、溶接量を少なくするには開先の断面積を小さくすれば良いのですが、小さすぎると倣い制御が難しくなり、溶接欠陥が発生しやすくなります。また、広すぎると倣い制御は楽になりますが、溶接量が増えて溶接変形が大きくなるなど、溶接欠陥の原因になります。これら、開先溶接での欠陥は溶融すべき部分が溶融しなかった結果であり、開先形状の不良や開先形状に対しての入熱量不足、前パスのビード形状の不良などが原因です。
ここでは、主な開先形状検査のポイントと開先溶接のトラブルについて説明します。
開先形状検査のポイント
開先形状のトラブルは、主に開先加工で発生します。開先形状の検査項目には、開先角度やルート面・ルート間隔、突合せ継手のズレなどがあり、これらを溶接前に検査することで、溶接不良を未然に防ぐことができます。開先の加工方法にはガスやレーザーによる熱切断や、切削機による機械切断があり、開先形状検査のポイントは開先の加工方法によって異なります。
- 熱切断の場合:
- 熱間加工であるため、加熱・冷却時に母材が膨張/伸縮し、開先の寸法が変わってしまうことがあります。開先角度やルート間隔を測定し、規準の範囲内であることを確認します。また、開先にスラグが付着していないことも確認しなければなりません。
- 機械切断の場合:
- 機械加工の切断や切削による開先は、切削面にラミネーションが現れたり、ひずみ集中部が変形する場合があります。ベベル角度やルート幅などを測定し、規準の範囲内であることを確認します。また、ベベルの面の粗さなども検査します。
これら以外に、組み立て精度や母材全体の寸法なども、重要な検査のポイントになります。これらの検査は、溶接ゲージやスケール、直定規などで行います。ただし、大量生産や微細溶接の現場では、2次元や3次元で開先形状が測定できる測定器による検査が行われています。
開先不良による溶接不良
開先形状の異常は、溶接欠陥の原因になります。以下に、溶接欠陥とその場合に検査すべき開先箇所の一覧を示します。
| 溶接欠陥 | 開先部分 | 異常 |
|---|---|---|
|
ルート面 (ルートフェイス) |
大きい |
|
小さい | |
|
裏当て金を使っている場合 | |
|
開先角度 /ベベル角度 |
角度が狭い |
|
角度が広い | |
|
裏当て金を使っている場合 | |
|
ルート間隔 | 大きい |
|
裏当て金 | 大きい |

