電子部品の接合検査
ここでは、水晶振動子封止後のリッド(蓋)の高さ測定や電池の封口体(蓋)の溶接検査について、測定事例を解説します。
水晶振動子封止後のリッド(蓋)の高さ測定
水晶振動子をリッド(蓋)を接合し封止する工程では、性能の向上や経年劣化低減のために、高気密な封止状態が求められます。そのため、リッドの接合には「電子ビーム封止法」や「真空シーム溶接」といった接合技術が用いられます。
製品の品質に大きく関わるリッドの接合品質を管理するためには、パッケージに対してリッドが正しく接合されているか、精密なワークに対して高精度な検査が必要となります。同時に、インラインでの全数検査に対応するには、高速な検出スピードも要求されます。
従来の課題
従来の1次元変位計を使って、ワークの高さや傾きの計測を行う場合、対象物を高精度かつ高速にスキャンさせる必要があります。そのためステージの移動に時間がかかり、全数検査が困難でした。また、システム構築にかかる費用も高額となり、装置化の難易度が高いことも課題のひとつでした。
- 従来の1次元変位計とステージ移動装置の例
レーザー変位計による改善事例

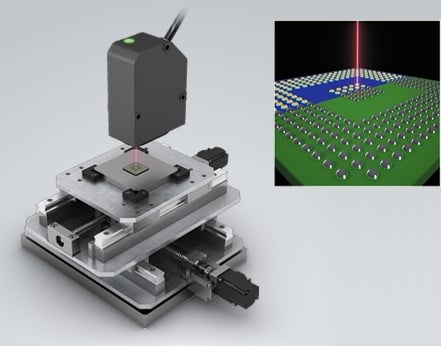
白色干渉3D変位計「WI-5000シリーズ」を導入することにより、高速かつ高精度な全数検査を実現します。
「WI-5000シリーズ」は、10X10㎜あたり8万点の高さデータ、つまり「面」の情報を瞬時(最速0.13秒)に検出することができるため、インラインでの全数検査に対応することができます。
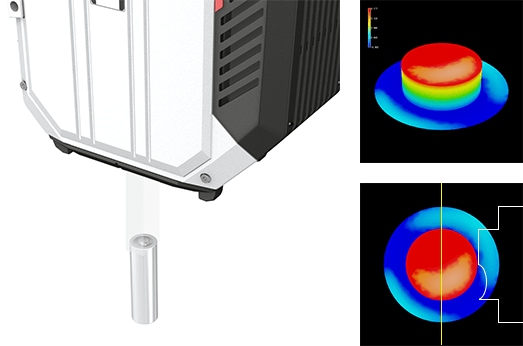
「WI-5000シリーズ」を使ったインラインでのリッド(蓋)封止検査
小型な水晶振動子を封止したリッド(蓋)の高さにばらつき(接合不良によって発生するリッドの浮きや傾き)が発生していないか、瞬時に検査することができるため、ラインのスピードを落とさずに高精度な接合検査が可能となります。

電池の封口体(蓋)の溶接検査
筒型リチウムイオン電池の製造工程では、封口体(蓋)の高気密な溶接が求められます。一般的に、電池の封口体の接合には、抵抗溶接が適応されます。万一、溶接不良があった場合、液漏れの発生原因となるため、品質の管理・維持には全数検査が適しています。
従来の課題
電池の大量生産において、従来の1次元レーザー変位計では、検査工数がかかるうえ、ワークの検査部位の形状によっては死角が発生し、ステージ移動が必要になるといった課題がありました。
レーザー変位計による改善事例
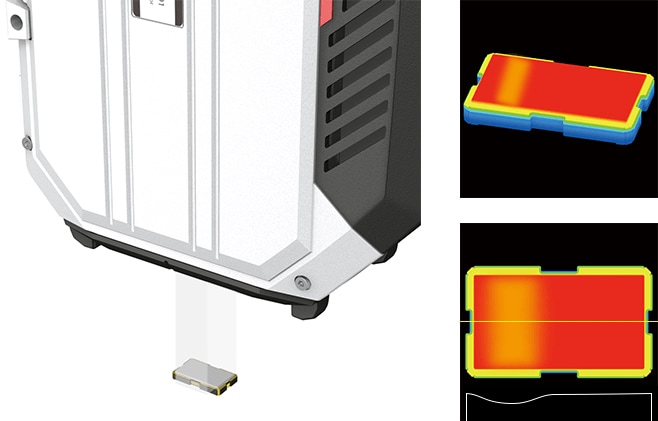
白色干渉3D変位計「WI-5000シリーズ」は、8万点の高さをわずか0.1秒で測定することができます。つまり、点ではなく「面」を瞬時に測定することができます。また、従来の一次元変位計の課題であった死角が発生しないため、さまざまな形状のワークのインライン検査に対応することができます。
- 従来の変位計と「WI-5000シリーズ」の測定領域比較
-
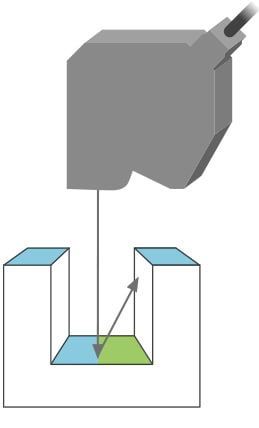
現状
- 測定可能領域
- 測定不可領域
WI-5000シリーズ
「WI-5000シリーズ」による電池の封口体(蓋)の高さ・傾き計測