切断
レーザー加工の事例から見る「切断加工」についてご説明します。

レーザーマーカーによる切断加工の基本的な原理
穴あけ加工と同様に材料表面を融解・蒸発させ、対象物をカットする加工です。
レーザー以外の切断方法としては金型や刃物を使った加工が一般的ですが、これらの方法は接触式のため加工歪みなどが発生するリスクがあります。一方でレーザー切断は非接触のため、歪みなどが発生しにくいという特徴があり、薄板やフィルムなどの加工に適しています。

-
銅 
-
ポリイミド 
-
アルミニウム 
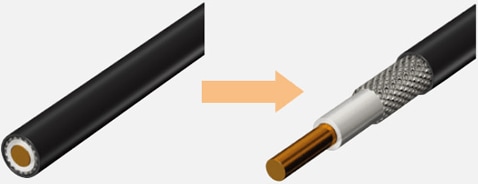
切断加工の事例~電線の被膜カット~
用途解説
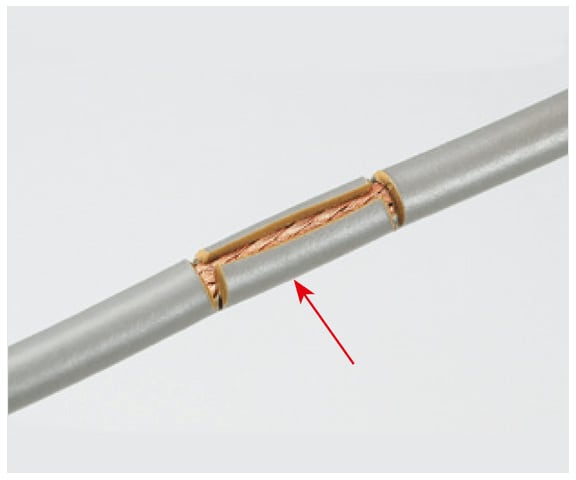
従来は、刃物を使用した接触式で行なわれることが主流でしたが、調整が難しく、芯線を傷つけてしまうことが問題でした。また、切れ味を維持するために定期的に刃を交換するため、ランニングコストもかかります。
CO2レーザーであれば、金属に吸収されない(反射する)ため、誤って芯線をカットしてしまう心配がありません。皮膜のみを確実に切断することができるため、不良品削減・品質アップにつながります。
同軸ケーブルの加工を行う場合は、金属に吸収されないCO2レーザーで被覆部分をカットし、金属の微細加工が得意なYVO4レーザーで内部導体・外部導体をカットすることも可能。それぞれのレーザー光の特性を活かして、同時に加工を行うことが可能です。
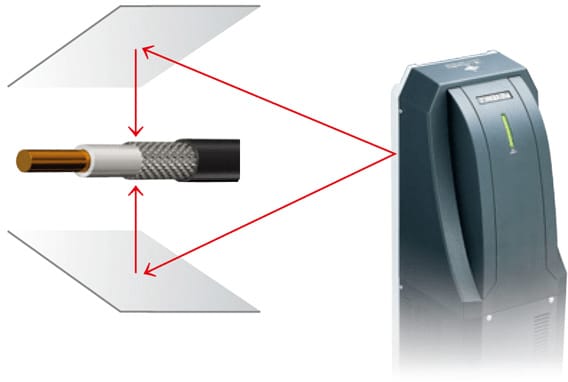
また、鏡面仕上げのSUS材などを使いレーザー光を反射させれば、電線の裏と表の切断加工を同時に行えます。裏表の加工を1つの工程で完了できるので、タクトタイムの大幅な削減になり、生産効率アップにつながります。
レーザー加工によるメリット
消耗品がないので、コストダウン・生産性向上につながる
非接触のレーザー加工であれば、従来必要だった摩耗部品の交換・メンテナンスの手間がかからないため、ランニングコストを大幅に削減できます。加えて、摩耗部品の劣化によって加工品質が左右されることもないので安定稼働を実現し、生産性の向上に貢献します。
サイズの異なる製品や立体形状にも対応
3次元レーザーマーカーであれば、42mm幅で焦点距離を任意に設定ができます。ヘッドの上下機構や品種ごとのワーク用受けジグによる焦点合わせの必要がありません。設置コストの大幅な削減と段取り替えの時間短縮に貢献します。
- 従来
-
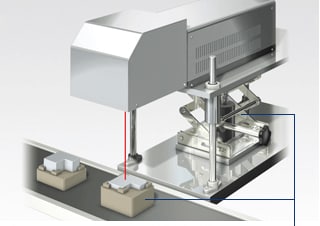
ジグや高さ調整機構などが必要
- 3次元レーザーマーカー
-

42nm幅で焦点を可変し印字
材質ごとの「切断加工」に適した推奨機種



このページのまとめQ&A
- Q. レーザー切断の基本原理は何ですか?
- A. レーザー光で素材を融解・蒸発させ非接触でカットする方法で、薄板やフィルムの精密切断に適します。
- Q. レーザー切断の利点は何ですか?
- A. 非接触のため歪みや傷が発生しにくく、刃の摩耗もないため安定品質で加工できます。
- Q. 電線の被膜カットでレーザーが有効な理由は?
- A. CO2レーザーは金属に吸収されず芯線を傷つけないため、被膜だけを正確に切断できます。
- Q. 裏表同時切断が可能なのはなぜですか?
- A. 鏡面素材でレーザーを反射させ、表裏へ同時に照射できるため工程を短縮できます。
- Q. 品種や形状の違いに対応できる理由は何ですか?
- A. 3次元レーザーマーカーなら焦点距離を可変でき、ジグ不要で多様な形状に対応できます。
キーエンスのCO2レーザマーカ
-
ML-Z シリーズ
3-Axis CO₂レーザマーカ
CO₂レーザーは、紙・木材・ゴム・セラミックをはじめ、ガラスなどの透明体にも印字が可能です。また、ゲートカットや穴あけ・被膜剥離などの加工用途にも用いられます。3次元制御機能により円柱・斜面・段差などの立体形状への印字ができるだけでなく、サイズの異なる製品への段取り替えも簡素化できます。さらに、300×300mmのワイドエリアタイプで製品へ一度に効率よく印字・加工がおこなえ、設備コストを削減することが可能です。
キーエンスのYVO4・ファイバレーザマーカ
-
MD-X シリーズ
3-Axis ハイブリッド レーザマーカ
ハイブリッドレーザマーカは、YVO4レーザーの高品質印字とファイバレーザーの高速印字の双方のメリットを兼ね備えた新開発レーザ発振器を搭載しています。金属・樹脂・セラミックなどへの印字用途全般、微細加工などに最適です。さらに、レーザーヘッド内部に搭載された測距センサ&多機能カメラにより、レーザー光の焦点のズレや印字位置のズレを自動で補正することができます。印字不良を未然に防ぎ、安定稼働を実現します。

キーエンスのUVレーザマーカ
-
MD-U シリーズ
3-Axis UVレーザマーカ
UVレーザー (波長355nm) は、各素材に対して吸収率が非常に高いという特長があります。従来の基本波長 (1,064nm) のレーザマーカでは視認性の悪かった材質や熱影響が心配な用途において、高発色かつダメージレスな印字・加工を実現します。また、レーザーヘッドに内蔵された測距センサや多機能カメラにより、対象物までの距離のズレや搬送時の位置ズレを自動で補正することができます。さらに、レーザー出力やウィンドウの汚れも監視することで、印字不良を未然に防ぎ、安定稼働を実現します。