レーザー溶接
金属同士を接合する「溶接」には、「スタッド溶接」「MIG溶接」「CO2溶接」「TIG溶接」などのアーク溶接、「スポット溶接」「シーム溶接」などの電気抵抗溶接、電子ビーム溶接などがあります。その中でもYAGレーザーやCO2レーザー、ファイバレーザーを熱源に利用した溶接を「レーザー溶接」と呼んでいます。こちらでは、レーザー溶接の基本的な原理と特徴、レーザー溶接が対応している加工などについてご説明します。

レーザー溶接の原理
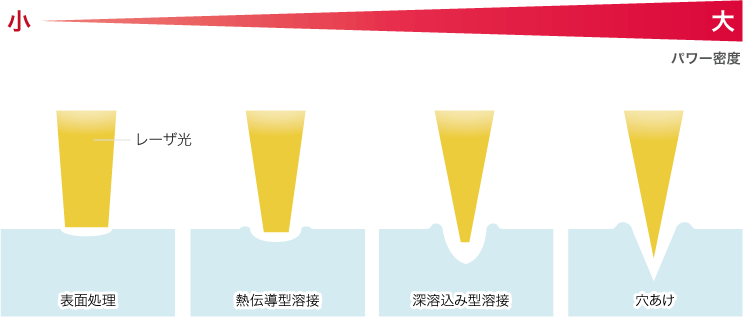
レーザー溶接は対象物にレーザー光を照射し、金属を局部的に融解・凝固させて接合する方法です。大きく「熱伝導型」と「深溶込み型」の2種類にわけることができますが、それぞれに特性の違いや得意・不得意がありますので、目的に合わせて選択することが大切です。
熱伝導型
熱伝導型は、レーザー光を材料表面で吸収させて熱に変換し、融解させて冷やし固める溶接方法です。その特徴は熱が広く浅く伝わることです。そのため、幅の広いビードが求められる溶接や薄板のスポット溶接などに適しており、金型の肉盛り(クラッディング)などにも利用されています。ただし、反射損失が大きく、あまり加工効率が高くないので、材料同士の溶着や接合などには適しません。
深溶込み型
レーザー光のエネルギー密度が高い場合は、融解した金属の蒸発がはじまり、対象の金属表面にくぼみが形成されます。このくぼみが深くなってできる空洞を「キーホール」と呼びますが、キーホールができるとレーザー光が内部まで届くため、より溶込みの深い溶接が可能です。ちなみに、キーホールが素材を貫通すれば穴あけ加工になります。
パワー密度とレーザー加工の関係性
従来の溶接との違い、レーザー溶接のメリット
ガス溶接やアーク溶接とレーザー溶接に違いについてご説明します。
異種材料の溶接が可能
レーザー光はエネルギー密度やパワー密度が高いので、融点が異なる素材を同時に融解させることができます。その特徴を活かし、通常であれば難しい融点の違う材料同士の溶接も実現できます。
スピーディな溶接加工に対応
レーザー光によって材料を瞬間的に融解させるので、従来の溶接加工に比べて作業を高速化できます。そのため加工時間の短縮が実現します。
材料の変形を最小限に抑える
高密度なエネルギーをピンポイントに照射でき、高速で加工を終えられるので、熱による材料の歪みを最小限に抑えることが可能です。従来であれば変形が発生しやすかった、薄い材料などの溶接加工も容易に行えます。
溶接加工の自由度が高い
レーザー光は焦点や出力などを変えることで、溶込みの深さやビードの幅などを自由に変化させられ、様々な継手加工が行えます。
溶接継手から考えた分類
レーザー溶接の大きなメリットに自由度の高さが挙げられます。一般的な「突合せ継手」のほかにも様々な溶接加工が可能です。また、材料や板厚を問わず金属の接合ができます。
代表的なレーザー加工による継手
-
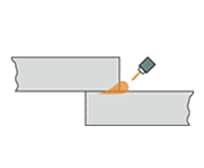
- 突合せ継手
-

-
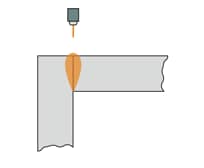
- へり継手
-

-
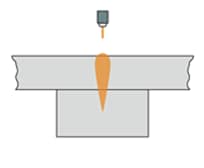
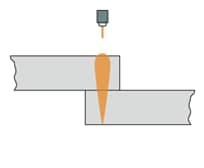
- T型貫通継手
-
-
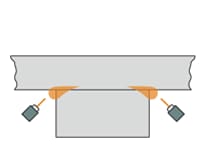
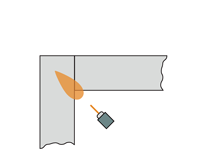
- T型すみ肉継手
-
-
- 重ね継手
-
-
- 重ねすみ肉継手
-
-
- L字継手
-
-
- L字すみ肉継手
-
このほかにもラップ継手、スポット継手、フランジ継手、スパイク溶接(スポット溶接)、コーナー溶接などの溶接加工が可能です。
レーザー溶接のパラメータについて
レーザー溶接では、レーザー出力と発振方式などのパラメータが非常に重要です。そのほか、照射角度や焦点距離、溶接速度、対象物の材質やレーザー吸収率、シールドガスの種類や流量などが溶接品質に影響します。
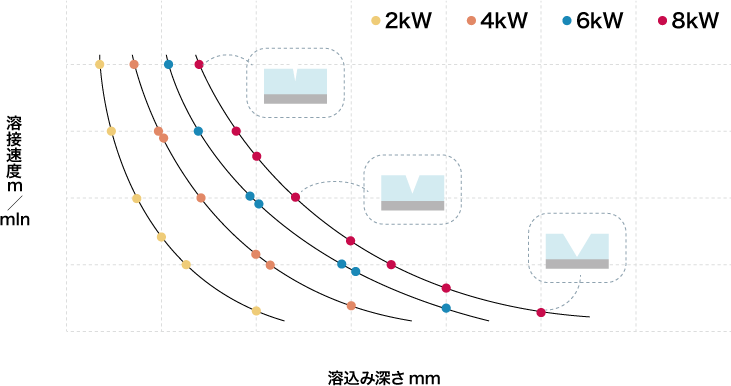
また、レーザーの出力や溶込み深さによって溶接速度も変化します。溶込みが浅くなれば溶接速度も早くなり、逆に深くなれば溶接速度は落ちます。レーザー出力が上がれば、溶込み深さと溶接速度は高くなります。
溶接速度と溶込み深さの関係性
このページのまとめQ&A
- Q. レーザー溶接とはどのような加工ですか?
- A. レーザー光で金属を局所的に融解・凝固させて接合する方式で、高精度かつ高速な溶接が可能です。
- Q. 熱伝導型溶接の特徴は何ですか?
- A. 表面で熱を広く浅く伝え、薄板や広いビード幅の溶接に適しますが効率は高くありません。
- Q. 深溶込み型溶接の特徴は何ですか?
- A. キーホールを形成して深い溶込みが可能で、強固な接合や貫通加工にも対応します。
- Q. レーザー溶接のメリットは何ですか?
- A. 異種材料の接合、高速加工、低歪み、ビード調整の自由度など多くの利点があります。
- Q. 溶接品質に影響する要素は何ですか?
- A. 出力、発振方式、焦点距離、材質、吸収率、溶接速度、シールドガスなど多くの条件が関係します。
キーエンスのYVO4・ファイバレーザマーカ
-
MD-X シリーズ
3-Axis ハイブリッド レーザマーカ
ハイブリッドレーザマーカは、YVO4レーザーの高品質印字とファイバレーザーの高速印字の双方のメリットを兼ね備えた新開発レーザ発振器を搭載しています。金属・樹脂・セラミックなどへの印字用途全般、微細加工などに最適です。さらに、レーザーヘッド内部に搭載された測距センサ&多機能カメラにより、レーザー光の焦点のズレや印字位置のズレを自動で補正することができます。印字不良を未然に防ぎ、安定稼働を実現します。