溶着
レーザー加工の事例から見る「溶着」についてご説明します。

従来工法の課題
接着剤による接合
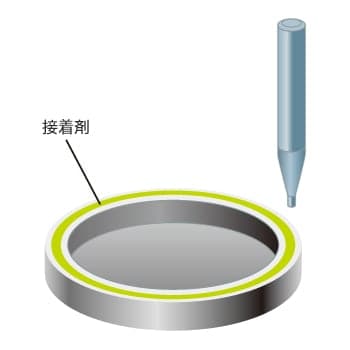
ディスペンサにて接着剤を塗布して接着します。イニシャルの装置コストは安価ですが、下記のようなデメリットもあります。
- ランニングコストがかかる
- 塗布量の管理がシビアで接着不良のリスクがある
- 硬化時間が必要なため、サイクルタイムが長い
超音波溶着
-
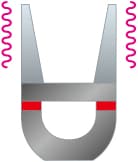
振動により
境界面が発熱 -

冷却後、溶着
ワークを加圧しながら超音波振動させ、摩擦熱により接合します。サイクルタイムは短いですが、下記のようなデメリットもあります。
- 振動による製品ダメージのリスクがある
- 品種ごとに専用ホーンが必要
- バリ、粉塵が出やすい
熱板溶着
-
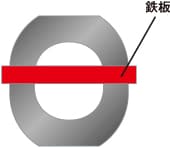
鉄板で加熱 -

冷却後、溶着
加熱した鉄板によってワークを直接加熱し、加熱直後に圧力を加えて接合します。大型のワークにも対応できますが、下記のようなデメリットもあります。
- サイクルタイムが長い
- バリや糸引きが発生する
- 小型ワークには使用できない

新工法「レーザー溶着」
仕組み
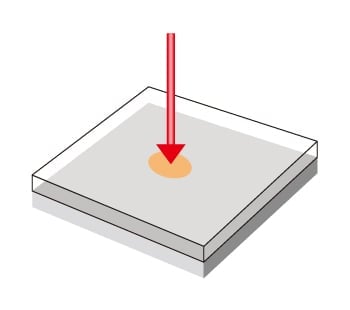
レーザー光を照射することで、対象物の樹脂を溶着させる技術です。レーザー透過樹脂側から照射したレーザー光が、吸収樹脂を溶融。加圧・密着されていることにより透過樹脂も溶融し溶着されます。
溶着のフロー
-
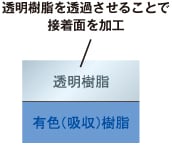
「透明体には反応しない」レーザー光の特性を利用して、透明樹脂と有色(吸収)樹脂を準備します。
-
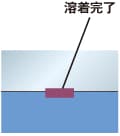
2つの樹脂同士を治具などで加圧しながらレーザー照射。有色(吸収)樹脂側で発生した熱により2つの樹脂が融解します。

-
その後、レーザー照射箇所が冷え固まることで、2つの樹脂が溶着されます。
レーザー溶着のメリット
| 低ランニングコスト | 製品ダメージ低減 |
| 製品ごとの型が不要 | 高い機密性 |
レーザー溶着には図のようなメリットから、小型化・薄型化が進む電子部品を中心に導入が進んでおります。
レーザー溶着のポイント
溶着可能な樹脂の組み合わせ
対象物の材質により、レーザー光の透過率は大きく異なります。
以下がレーザー溶着が可能な材質の組み合わせとなります。
| PMMA |
|---|
| ABS |
| PA |
| PE |
| PET |
| PC |
| PVC |
| PP |
| POM |
| PS |
| PBT |
| PPS |
| PEEK |
| PMMA アクリル |
ABS | PA ナイロン |
PE ポリエチレン |
PET ポリエチレン テレフタラート |
PC ポリカー ボネート |
PVC ポリ塩化ビニル |
PP ポリプロ ピレン |
POM ポリアセ タール |
PS ポリスチレン |
PBT ポリエチレン テレフタラート |
PPS ポリフェニレン サルファイド |
PEEK | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PMMA | ○ | ||||||||||||
| ABS | ○ | ○ | |||||||||||
| PA | ○ | ||||||||||||
| PE | ○ | ||||||||||||
| PET | ○ | ○ | |||||||||||
| PC | ○ | ○ | ○ | ||||||||||
| PVC | ○ | ○ | ○ | ||||||||||
| PP | ○ | ○ | ○ | ||||||||||
| POM | ○ | ○ | |||||||||||
| PS | ○ | ||||||||||||
| PBT | ○ | ○ | |||||||||||
| PPS | ○ | ||||||||||||
| PEEK | ○ |
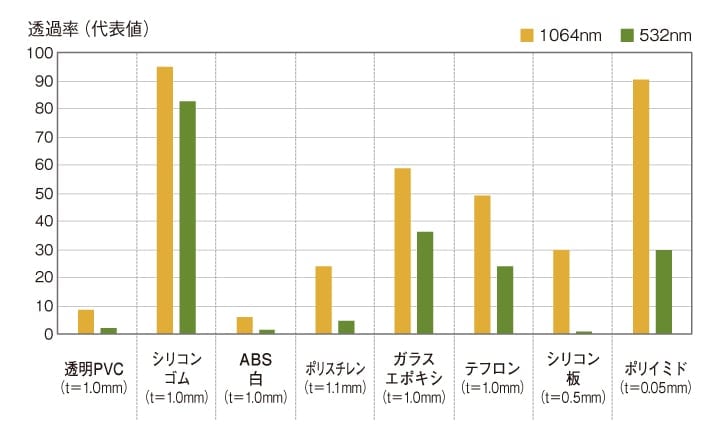
レーザー光の波長によって異なる各材質への透過率
下のグラフは基本波レーザーとグリーンレーザーの樹脂の材質別透過率を示したグラフです。波長によって透過率が異なるため、溶着の結果も大きく変わります。キーエンスではこの2つの波長帯どちらもラインナップがあり、双方のタイプで溶着テストを行うことが可能です。
高い加工品質を実現する機能
スポット可変機能
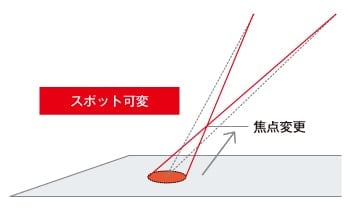
レーザー光のスポット径を自在にコントロールできます。製品の溶着幅に合わせて、最適な溶着が可能です。
高精度ワイドエリア
-
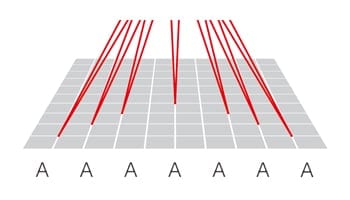
- エリア全域で文字線幅が均一・高精度
330×330mmのワイドエリアを高精度に加工(MD-Xシリーズの場合)。さらに、スポット可変機能により、加工エリアの変形、ひずみ、スポットのバラつきを解消します。
ファインダ機能
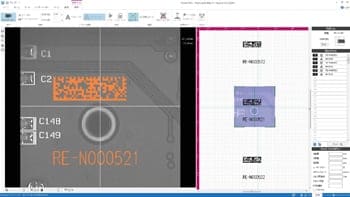
内蔵カメラによって位置合わせ・加工結果の確認が可能です。レーザー同軸撮影のため、位置ズレなく高精度に確認ができます。
サーモパイル式パワーモニタ内蔵

ヘッド内部に搭載されたパワーモニタによりレーザー出力を測定&補正が可能です。常に安定した品質を実現します。
導入までのフロー
仕様の確認
弊社営業担当より、お客様の溶着ごテーマの仕様を確認させていただきます。仕様にあわせて最適なレーザー機種をご選定いたします。
- 材質の種類
- 材質の厚み
- 溶着の加工タクト など
ワークをお預かりして溶着テスト

お客様の仕様にあわせた最適なレーザー機種で、お預かりしたサンプルワークで溶着テストを実施します。キーエンスでは3Dプリンタを保有しており、溶着専用治具も弊社で用意し、テストを行うことが可能です。(図は治具制作例)
テスト結果のご確認採用可否
溶着テストをおこなったサンプルワークをお客様へご返送します。お客様のお求めの仕様を満たしているかご確認いただき、具体的な導入可否のご判断をいただきます。
- 溶着強度
- 密閉性
- 加工箇所の品質 など
導入事例
- スイッチ
-
- タッチパネルカバー
-

- 自動車用キースイッチ筐体
-

- カートリッジ
-

- ヘッドランプ
-

- 各種センサ
-

材質ごとの「溶着加工」に適した推奨機種

このページのまとめQ&A
- Q. レーザー溶着とはどのような加工ですか?
- A. 透明樹脂を透過したレーザーが吸収樹脂を加熱・融解し、加圧状態で樹脂同士を溶着させる非接触の接合技術です。
- Q. 従来工法の課題は何ですか?
- A. 接着剤は硬化時間や管理が必要で、超音波は振動のダメージがあり、熱板はバリや長いタクトが課題でした。
- Q. レーザー溶着の主なメリットは何ですか?
- A. ランニングコストが低く、製品ダメージが少なく、型不要で密閉性も高く、小型部品にも適しています。
- Q. 溶着可能な樹脂を選ぶ際のポイントは?
- A. 樹脂ごとのレーザー透過率が異なるため、透明樹脂と吸収樹脂の組み合わせが適切かを確認する必要があります。
- Q. 高品質なレーザー溶着を実現する機能は?
- A. スポット可変機能や高精度ワイドエリア、カメラによる位置合わせ、パワーモニタで安定出力を確保します。
キーエンスのYVO4・ファイバレーザマーカ
-
MD-X シリーズ
3-Axis ハイブリッド レーザマーカ
ハイブリッドレーザマーカは、YVO4レーザーの高品質印字とファイバレーザーの高速印字の双方のメリットを兼ね備えた新開発レーザ発振器を搭載しています。金属・樹脂・セラミックなどへの印字用途全般、微細加工などに最適です。さらに、レーザーヘッド内部に搭載された測距センサ&多機能カメラにより、レーザー光の焦点のズレや印字位置のズレを自動で補正することができます。印字不良を未然に防ぎ、安定稼働を実現します。