

















サーボモータ / モータ
製造装置の位置決め・モーションコントロールに欠かせない、高性能サーボシステムを実現するACサーボモータと、モータによる位置決めの常識を覆す手軽さと簡単な設定操作を実現したステッピングモータのご紹介です。

商品ラインナップ
サーボモータ
-
SV3 シリーズ
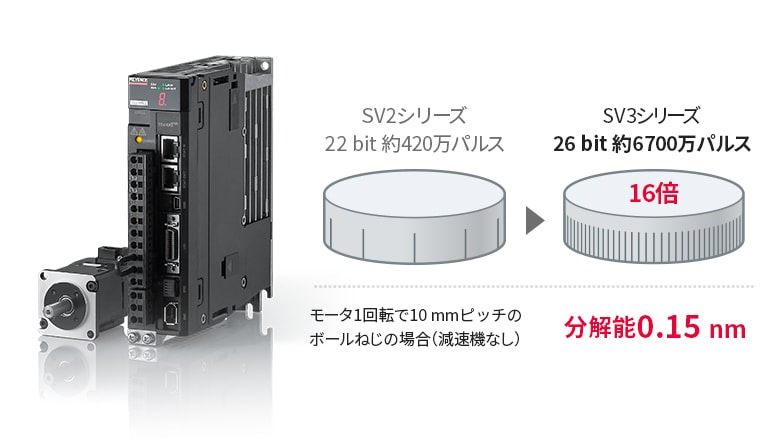
サーボシステムSV3シリーズはグローバルネットワークであるEtherCATに対応。設備動作に直結する基本性能をアップし、サーボアンプの応答性を従来比1.2倍の3.1kHzへ、サーボモータのエンコーダ分解能は従来比16倍の26bit、モータ回転速度は従来比1.2倍の7000rpmと大幅に性能を向上。当社PLC KV-Xシリーズと合わせて62.5μs周期で高速に追従し、設備のタクトアップと高精度を両立します。メンテナンス性を高めるために、モータはバッテリレス化し、寿命モニタ機能も用意しています。
装置性能を高める 超高性能サーボ
基本性能向上
追従性をあげる速度周波数応答3.1 kHz
応答性を従来比1.2倍の3.1 kHzに高速化。位置決め指令に対する追従性 を高められ、外乱に対する補正を速められます。
精度を高める26 bitエンコーダ
エンコーダ分解能が従来比16倍の26 bit、1回転で約6700万パルスと 高精度化。より滑らかに動き、より正確に停止させることができます。
制御演算周期62.5 μs
EtherCAT®対応により、超高速通信でより高精度なモーション制御が可能。指令が細かくなるため、高精度の位置決めや滑らかな動作に繋がります。

-
SV2 シリーズ
サーボシステム SV2シリーズは、外部スケールの位置情報を基に位置決めを行うフルクローズド制御機能や125μs周期での高速・高精度同期、高分解能22bitエンコーダを搭載した高性能サーボモータです。これら基本性能のほか、アナログフィードバック制御やMECHATROLINK-Ⅲによる通信など、高精度と使いやすさを重視した機能とハードウェアを搭載。SV2シリーズは装置のタクトアップと高精度を両立し、安定した動作を実現します。
高性能
装置のタクトアップと高精度化を実現
詳しくは、カタログ(PDF)をダウンロードしてご覧ください。速度応答周波数2.6kHz
サーボアンプの応答性を従来比1.6 倍の2.6kHzに高速化。指令に対する応答遅れを極限まで低減し、KV-X MOTIONの高速性と相乗して装置のタクトアップを実現します。
高分解能22bit
エンコーダの分解能を従来比4倍の22bit、1回転約420万パルスと大幅に高精度化することで、位置決めの精度を大幅に向上し、さらに滑らかな動作を実現できます。
制御演算周期125μs
サーボアンプ内部の制御演算周期まで、上位コントローラとの通信周期に同期して高速・高精度に動作します。
![従来 20bit=1,048,576パルス/rev モータ1回転で10mmのボールねじの場合(減速なし) SV2シリーズ 22bit=4,194,304パルス/rev 従来比の4倍 [分解能 2.4nm]](/Images/series_sv2_features_01-01_2118910.jpg)


ステッピングモータ
-
QS シリーズ
ハイブリッド型ステッピングモータ QSシリーズは、モータによる位置決めの常識を覆す手軽さとカンタンさを追求したステッピングモータです。モータドライバに操作スイッチとディスプレイを搭載。PCソフトやチューニング不要で位置決め設定が可能です。また、センサ感覚の直感操作を実現しました。ステッピングモータにエンコーダを搭載することで、ステッピングモータの強みとサーボ技術を融合。高トルク・脱調レス・低発熱/低振動などを実現しました。位置決め停止時のハンチングもないため、振動させたくないシーンでも安心して使用できます。さらに、用途や機構に合わせた制御モードを選択するだけで、幅広い場面に対応することができます。
センサ感覚ですぐ動く
モータドライバに操作スイッチとディスプレイを搭載。設定や動作確認をする際にソフトが不要なので、立ち上げ時や改造時に現場ですぐに設定・調整ができます。センサ感覚の直感操作なので、初めて操作する方や、メカ設計をメインでご担当される方でもスムーズに設定・モニタができます。
詳しくは、カタログ(PDF)をダウンロードしてご覧ください。
また、最新の制御アルゴリズムで調整の複雑さを徹底的に簡略化。ベルト駆動のような低剛性の機構でもチューニングレスで簡単に使用できます。センサ感覚の直感操作 PCソフト不要で位置決め設定
PCソフト不要で位置決め設定 チューニング不要で簡単設定
チューニング不要で簡単設定
ステッピングモータの強みとサーボ技術を融合
脱調レス
モータ搭載のエンコーダからのフィードバックを監視しながら電流値を調整するため、急激な負荷変動や急加速時でも脱調することなく、運転を継続することができます。
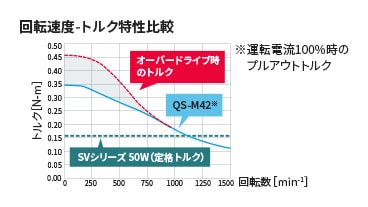
高トルク
オーバードライブ機能により最大150%まで電流出力できるので、負荷が特にかかる起動/停止が多いピッチ送りやインデックステーブルの制御でタクトアップできます。
低発熱
ステッピングモータは指令に同期して動作するので、パルス指令に対する応答遅れがありません。タクトが要求される高速な位置決め用途で威力を発揮します。


一般のモータが360°回転するのに対し、サーボモータは一定の角度範囲内で回転し任意の角度に位置決めできます。また、連続稼働や頻繁な起動/停止を繰り返しても壊れにくい構造になっており、位置決め装置や産業用ロボットなど、さまざまなFA機器に用いられています。
サーボモータにはACサーボモータとDCサーボモータがありますが、DCサーボモータにはメンテナンス性や耐久性などの問題があるため、近年ではACサーボモータが主流になっています。ACサーボモータにはブラシなど摩耗部品がなく、長期間の連続使用にも耐えることができます。さらに、低回転から高回転まで幅広い回転域においてトルクの強弱の制御が可能です。
また、サーボモータに似た機能を持つモータとして、ステッピングモータがあります。ステッピングモータは応答性が高く同期性に優れるため、中・低速動作に向いています。このため、ACサーボモータは、回転数やトルクなどに幅広い制御が求められる装置に、ステッピングモータは、短いストロークを繰り返す機器や高い応答性が求められる機器に適しています。
サーボモータは高回転域でのトルクの大きさや精度の高さを特徴としています。また、サーボアンプ(サーボドライバ)といわれる命令装置によるフィードバック制御により、高い精度が求められる位置決め装置や長いストローク動作が必要な装置、さらに高速回転が必要な装置に用いられます。ここでは、これらの機能を実現しているACサーボモータの構造と動作原理、さらにネットワーク環境での利用について説明します。
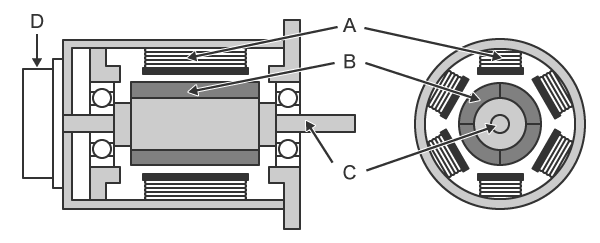
サーボモータの構造
ACサーボモータは、鉄心と巻線(固定子コイル)から成るステータと、永久磁石が取り付けられたローター(回転子)、シャフト、さらにエンコーダ(検出器)で構成されています。小型・軽量化が可能で、ロボットアームなど狭いスペースに取り付けることができます。
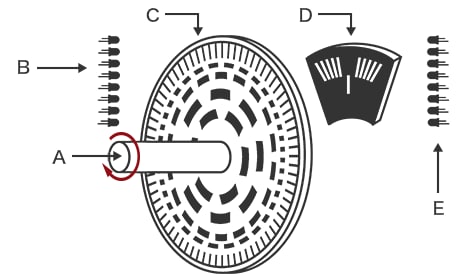
サーボモータの動作原理
ACサーボモータは磁界の位置をエンコーダと呼ばれる装置で検出し、磁界を制御します。エンコーダには光学式や磁気式などがありますが、ここでは光学式エンコーダの基礎的な原理について説明します。
エンコーダの固定スリットは、回転盤のスリットを通過した光でローター(回転子)の位置を検出し、モータを回転させるために必要な巻線/固定子コイルの位置を特定します。そして、ローターの磁極と直交する位置のステータの巻線/固定子コイルに電流を流すことで磁力が発生し、モータが回ります。
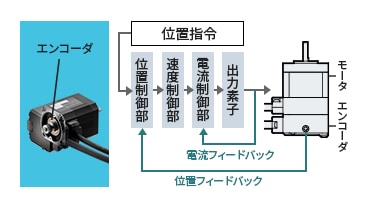
サーボモータの制御
ACサーボモータは、回転角度・回転速度・トルクなどを自由自在にコントロールし、さまざまな動作を実現することができます。ACサーボモータの動作状態はサーボアンプ(サーボドライバ)に送られます。サーボアンプは、ACサーボモータからの情報と正しい動作状態とを比較します。そして、比較結果から算出した補正値を電力供給という形ですばやくACサーボモータに伝達します。ACサーボモータは、サーボアンプからの電力供給に応じて動作し、これにより高度な装置制御が可能になります。一般に、このような制御をフィードバック制御といいますが、ACサーボモータの場合は情報の伝達がサーボアンプとの間で閉じられているため、クローズドループ制御(閉ループ制御)といわれます。

-
ACサーボシステム SV2シリーズの応答性を上げてタクトアップを実現する方法や、振動による悪影響を回避するためのさまざまな設定の方法を、原理から実例まで詳しく説明。SV2シリーズの性能をさらに引き出すヒントを紹介しています。

-
機器との配線・設定からプログラムまで、ACサーボシステム SV2シリーズで位置決め動作ができるまでの簡単接続ガイドです。5つのステップに分けてわかりやすく解説。より便利・簡単に使用するためのテクニックも紹介します。

-
QSシリーズの内蔵位置決め機能で、実現できる改善ポイントを紹介します。難しい連続位置決めの設定や任意のタイミングでの速度変更・原点復帰なども、操作パネルからセンサ感覚で設定・変更できます。
![QSシリーズ 性能解説書 [内蔵位置決め機能編]](/img/asset/AS_64721_L.jpg)
-
QSシリーズがタクトを短縮することができる理由と、ステッピングモータに多い負荷変動時の応答遅れがQSシリーズには発生しない理由を紹介。ステッピングモータの導入を検討されている方は必読の冊子です。
![QSシリーズ 性能解説書 [タクトアップ編]](/img/asset/AS_63108_L.jpg)
-
QSシリーズは高性能であるばかりではありません。万一のときのアラーム出力や早期の復旧に欠かせない原因を特定するための機能も充実しています。アラームの発生確認から原因の特定・復旧までをわかりやすく紹介しています。
![QSシリーズ 性能解説書 [アラーム復旧編]](/img/asset/AS_63481_L.jpg)