
導入事例
お客様の声 「形状編」
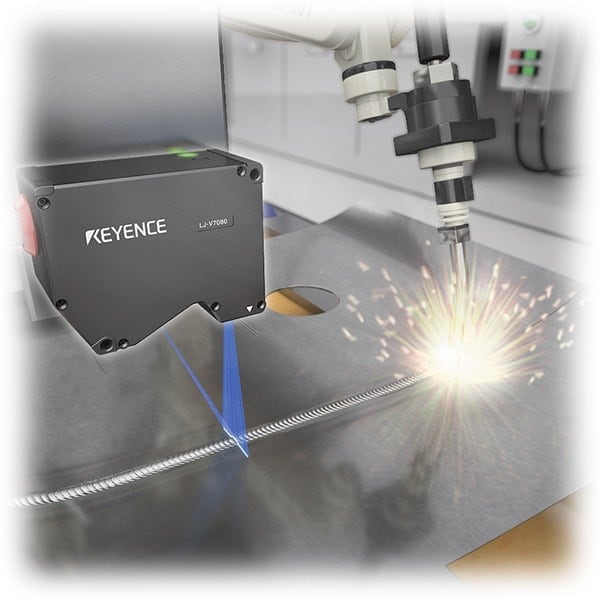
Case 1: 溶接後のビード形状検査
| 業種 | 輸送・金属業界 |
|---|---|
| 従来方法 | カメラ |
| ご採用機種 | LJ-Vシリーズカタログダウンロード |
- お客様の声
- テーラード溶接時のピット(穴)や蛇行不良、アンダーカットなどの溶接不良をカメラで検査しています。
溶接の色ムラによって誤検知することがあり、2次元レーザ変位計LJシリーズを導入しました。色ムラの影響による誤検知もなく、作業効率を改善することができました。 - キーエンス
- ご採用いただきありがとうございます。
2次元レーザ変位計LJシリーズで行う溶接の外観検査は、形状から溶接不良を判定するため、色ムラの影響を受けません。また、変位計ならではのビード高さ検査もお客様に喜ばれています。

このページのまとめQ&A
- Q. 溶接後のビード形状検査での課題は?
- A. カメラでは溶接の色ムラにより誤検知が発生し、安定した不良検査ができないことが課題でした。
- Q. LJシリーズ導入で改善した点は?
- A. 2次元レーザ変位計により色ムラの影響を受けず形状で不良判定ができ、誤検知が解消され作業効率が向上しました。
- Q. カメラ方式との違いは何ですか?
- A. カメラは色情報依存ですが、レーザ変位計は形状情報を取得するため、光沢・色ムラによる判断誤差がありません。
- Q. LJシリーズが喜ばれている理由は?
- A. 形状測定に加えてビード高さも同時に測定でき、溶接品質の総合的な評価が可能になるためです。
- Q. 形状測定器選定のポイントは?
- A. 色ムラ影響の有無、形状で不良を判断できるか、対象物の材質・反射特性に対応できるかを基準に選定します。
キーエンスの3Dセンサ / プロファイルセンサ
-
LJ-X8000 シリーズ
超高精細インラインプロファイル測定器
業界最高3200point/profileの超高精細測定を実現した、超高精細インラインプロファイル測定器 LJ-X8000シリーズは、“ありのままの形状”を正確に捉えて、高度な3次元検査を実現するレーザ変位計(2次元・3次元)です。超高精細でありながら、最速16kHzの高速サンプリングを実現。また、ライン搬送中の位置ズレやバタつきなど全方向へのズレを検出し、自動補正して測定できるため、位置揃えに手間取ったりライン搬送を止めたりすることなく安定した自動全数検査が実現します。しかも、高精細と扱いやすさを両立。たった3つのステップで簡単に設定が完了するため、導入や段取り替えの工数を大幅にカットできます。








