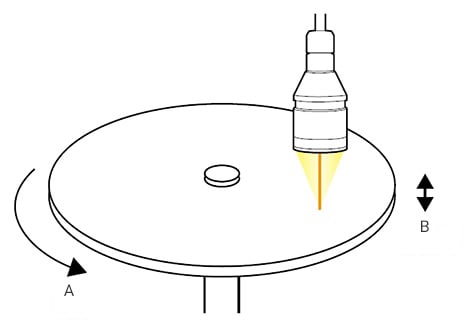
回転体の面振れを測る
測定例:HDDの面振れ測定
振れ・振動測定の最適な測り方は、振れや振動の種類(方向)、測定器の種類、設置環境など、いくつかの要素から選択することが重要です。 適さない機器を選定してしまうと、必要な精度が出なかったり、運用工数アップに繋がってしまいますので、避けたいものです。このページでは振れ測定器/振動測定器をお探しの方が、迷わずに最適な測定器に辿り着けるよう、ナビゲートいたします。
「振れ・振動」の最適な測り方を測定器のご提案とあわせて紹介します。
測定例:HDDの面振れ測定

測定例:超音波溶着機の振動測定

測定例:ロボットの残留振動測定
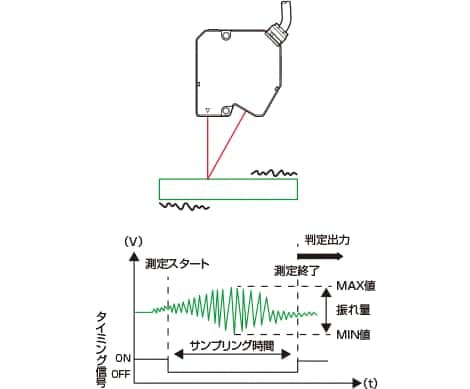
ラインレーザを照射し、得られた形状から特徴点(ピーク点など)の高さを検出し、振れ量を測定します。

2次元三角測距方式
ラインレーザによる多点測定
世界最速 64000撮像/秒

マルチカラー共焦点方式
直線性:±0.09um
超小型レーザ同軸変位計
キーエンスの商品をご採用いただいたお客様の声はこちら
業界別お客様導入事例【振れ・振動編】
例えば振動の周波数が1kHz(=1秒間に1000往復の動き)の場合、サンプリング速度1kHzの変位計で測定すると、振動1周期の間に1点しかサンプリングできないため、振動波形を正確に捉えることはできず、正しい振幅も得られません。サンプリング速度が100kHzの変位計であれば、振動1周期の間に100点プロットできるため、振動波形は正確に得られ、振幅も正しい値が得られます。
このように、振動測定において測定器のサンプリング速度は非常に重要なスペックであり、一般的に、正しい振幅を得るには振動周波数の10~20倍以上のサンプリング速度が必要と言われています。
面ブレ測定では、1回転を1周期とみなして必要なサンプリング速度を計算します。
「面ブレ」と「振動測定」はどちらも振れ量の測定ですが、「振動」測定の方が精度良く測定できます。
その理由は、「振動」測定が同じ測定ポイントを測り続けているのに対し、「面ブレ」測定は異なる測定ポイントを測っているという点にあります。非接触の変位計では、測定ポイントが異なると、対象物の表面粗さの影響によりばらつきが生じるからです。
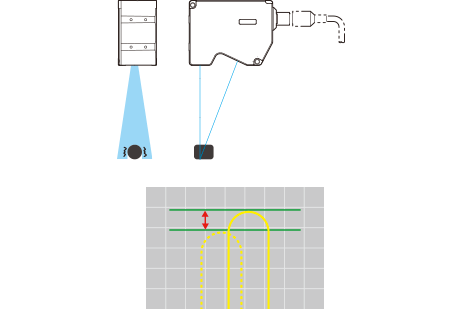
それゆえ、面ブレ測定では、表面粗さの影響を抑えられるワイドスポットタイプのレーザ変位計がよく使用されています。
振動・面ブレともに周波数が高いほど振幅は小さくなる傾向にあり、1kHzを超えると振幅は10um以下である場合がほとんどです。そのため、高周波の振れ測定では、単にサンプリング速度が間に合っているだけでなく、高い繰り返し精度も要求されます。さらに、繰り返し精度を少しでも良くするために、平均回数を増やしたり、フィルタ処理をかけたりすることも必要となります。
振幅に影響を与えない程度で設定可能な平均回数と、振動周波数、サンプリング速度との関係は以下のとおりです。
サンプリング速度(Hz)/平均回数 = 振動周波数(Hz)× 10~20
接触式の代表的な振動センサに加速度ピックアップがあります。
非接触式と比較すると、以下のメリット、デメリットがあります。
| メリット |
|
|---|---|
| デメリット |
|
接触共振周波数とは
センサを振動する対象物に取り付けると一つの振動系が形成され、固有の共振周波数が決まります。
これを接触共振周波数と言い、センサの固定方法や接触状態によってさまざまに変化します。
一方、非接触変位計において振動測定によく用いられているものとして、レーザードップラ振動計とレーザ変位計があります。
それぞれのメリット、デメリットは以下のとおりです。
| レーザ変位計 | レーザドップラー振動計 | |
|---|---|---|
| センサヘッドの大きさ | 小さい | 大きい |
| 周波数範囲 | 静止~数10kHz | 0.1~数MHz (静止状態は測定不可) |
| 振幅の精度 | 直接測定するため 高精度 |
速度から演算 |
| 速度・加速度の精度 | 変位から演算 | 直接測定するため 高精度 |
| 検出感度 | 低い | 高い |
| 測定対象物の影響 | 対象物を選ばず 測定可能 |
反射率の低いものは 測定困難 |
| 価格 | 比較的安価 | 比較的高価 |
このページでは、HDDの振れや超音波溶着機の振動・ロボットの残留振動を測る方法と測定器の構造、さらに測定器を選択するときのポイントや注意点について説明しました。
それらをまとめると、以下の通りです。
測定する対象によって、その方法はさまざまです。最適な測定を行うには、それらの特徴を知り、正しく測定器を選定することが大切です。
このページで紹介した内容や、他のページに記載している測定の知識や事例についてまとめた資料「測り方がわかる 変位計/測定器 サポートガイド」は、下記からダウンロードできます。レーザ変位計のラインナップカタログとあわせてご覧ください。
キーエンスの商品をご採用いただいたお客様の声はこちら
業界別お客様導入事例【振れ・振動編】
用途・業界を選ぶだけ!最適な商品をご紹介します
レーザ変位計・測定器の選び方サイトはこちら
マルチカラーレーザ同軸変位計
マルチカラーレーザ同軸変位計 CL-3000シリーズは、対象物の材質や形状を選ばず高精度測定を可能とする超小型な新方式の1次元レーザ変位計です。レーザー光源などの部品はすべて光学ユニットに搭載し、ヘッド内部の部品をレンズのみにしたことで、発熱や電気ノイズなどの影響を受けず、高精度な測定を実現。最小ø8mmの小型・軽量なヘッドは設置の自由度が高く、ロボットに装備したり、従来は困難だった装置の狭いスペースにも取り付けたりすることが可能です。また、曲面・凹み・高低差などさまざまな形状、さらには、透明・鏡面・金属粗面・セラミック・接着剤などのほか、光が多重反射したり・沈み込んだりする対象物であっても高い精度で測定します。真空環境・防爆環境・高温環境で使用できるセンサヘッドもラインナップ。高精度にインライン厚み測定が行える専用治具も準備しています。

分光干渉変位タイプ 多層膜厚測定器
分光干渉変位タイプ 多層膜厚測定器 SI-T1000シリーズは、単層から多層までインラインでの安定したフィルム膜厚測定が可能です。安全なSLD(近赤外)光源を搭載した分離型の分光ユニットで、誤差の原因となる電気/磁気ノイズや発熱をゼロにしました。最小ø8mm・重量約70gの小型・軽量なヘッドは設置性に優れ、偏波保持ファイバの採用により、高速なトラバース(TD)測定でファイバが動いても測定値がバラつきません。また、サンプリングごとに受光データを指定回数分積算する光量積算機能で、粘着層のような粗い表面の膜厚も安定測定が可能です。さらに、SLDの発光パルス幅を自動制御し、反射率が安定しないフィルムも誤差なく測定できます。

超高精細インラインプロファイル測定器
業界最高3200point/profileの超高精細測定を実現した、超高精細インラインプロファイル測定器 LJ-X8000シリーズは、“ありのままの形状”を正確に捉えて、高度な3次元検査を実現するレーザ変位計(2次元・3次元)です。超高精細でありながら、最速16kHzの高速サンプリングを実現。また、ライン搬送中の位置ズレやバタつきなど全方向へのズレを検出し、自動補正して測定できるため、位置揃えに手間取ったりライン搬送を止めたりすることなく安定した自動全数検査が実現します。しかも、高精細と扱いやすさを両立。たった3つのステップで簡単に設定が完了するため、導入や段取り替えの工数を大幅にカットできます。